

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201380071530.9申请人:哈里伯顿能源服务公司发明人:W·B·阿特金斯J·托马斯摘要:一种制造旋转钻头的方法,其包括形成...
申请号:201380071530.9申请人:哈里伯顿能源服务公司
发明人:W·B·阿特金斯 J·托马斯
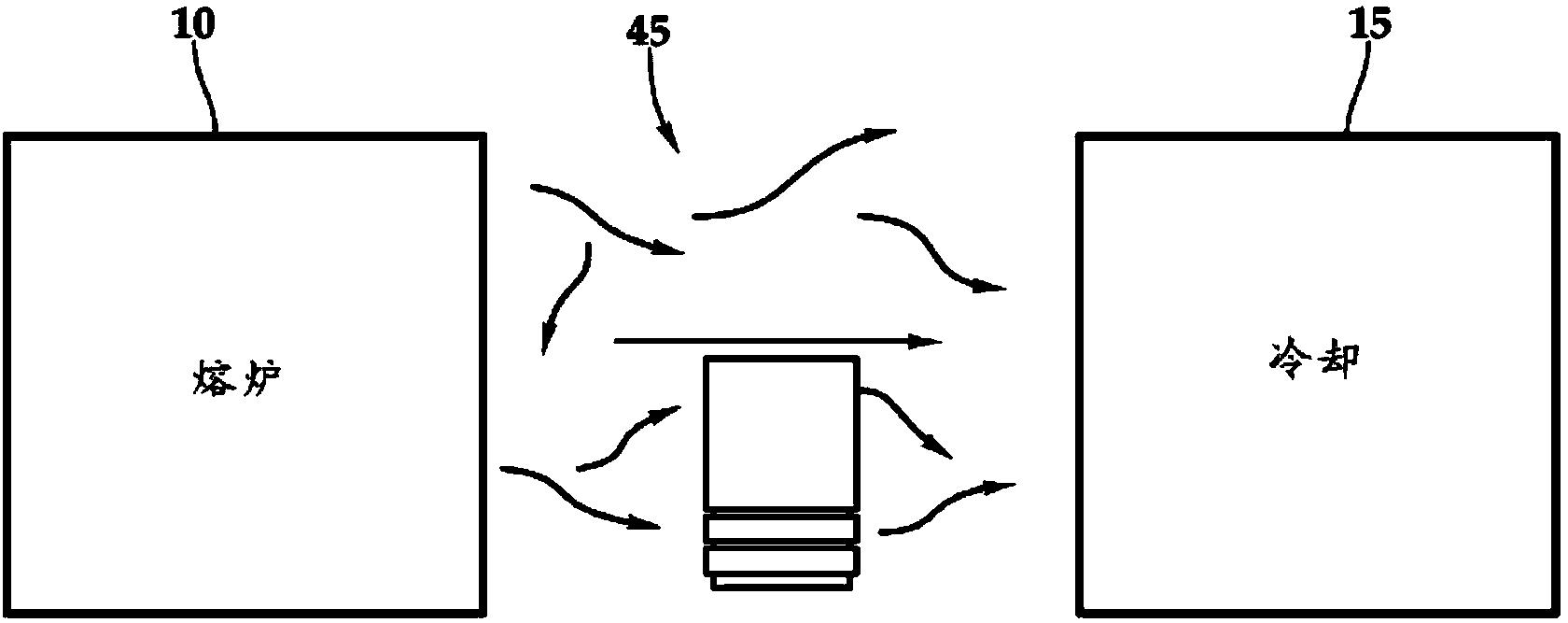
摘要:一种制造旋转钻头的方法,其包括形成具有内表面和外表面的模具,将金属心轴定位在所述模具内,在所述心轴的至少一部分周围用颗粒状基体形成材料填装所述模具且将绝热材料安装于所述外表面的至少上部周围。在熔炉中用熔化的粘合合金熔渗所述材料并将包括所述绝热材料的所述模具从所述熔炉移出,定向凝固在所述钻头的一部分中的所述材料和粘合合金,其中通过在将所述绝热材料布置在所述模具的所述外表面的至少所述上部周围的情况下冷却所述模具,所述定向凝固从所述外表面的下部沿向上和向外方向进行以形成粘结至所述心轴的固体熔渗基体。
2.根据权利要求1所述的方法,其还包括在所述钻头的一部分 中的所述凝固材料的内部温度冷却至低于1700华氏度后移除所述绝 热材料。
3.根据权利要求1所述的方法,其还包括用石墨形成所述模具。
4.根据权利要求1所述的方法,其还包括用砂形成所述模具。
5.根据权利要求1所述的方法,其还包括用陶瓷形成所述模具。
6.根据权利要求1所述的方法,其还包括用氮化硼形成所述模具。
7.根据权利要求3所述的方法,其中形成所述模具还包括压印覆盖所述模具的所述内表面的至少所述上部的砂层,其中所述砂还在 所述模具冷却期间隔绝所述凝固材料。
8.根据权利要求3所述的方法,其中形成所述模具还包括将二级模具插入第一/一级模具中,用砂层覆盖所述模具的所述内表面的至少所述上部,其中所述砂还在所述模具冷却期间隔绝所述凝固材料。
9.根据权利要求1所述的方法,其中所述绝热材料包括向所述模具的所述外表面的所述至少上部布置的反射表面。
10.根据权利要求1所述的方法,其中将所述绝热材料预形成为多个绝热工件且所述安装方法包括组装所述预形成绝热工件以形成大体圆柱体形状,其中所述圆柱体形状的内表面贴合所述模具的所述外表面的所述至少上部。
11.一种减少旋转钻头体的基体不连续的方法,所述钻头体具有用于连接安装刀具的钻柱和前导面的柄部,所述方法包括:形成所述钻头的模具,所述模具具有内表面和外表面;将绝热材料安装于所述外表面的至少上部周围;将金属心轴定位在所述模具内,在所述心轴的至少一部分周围用 颗粒状基体形成材料填装所述模具;在熔炉中用熔化的粘合合金熔渗所述材料;从所述熔炉移出所述模具,包括在所述外表面上的所述绝热材 料;在将所述绝热材料布置在所述模具的至少上部周围的情况下冷却所述模具以形成粘结至所述心轴的固体熔渗基体; 其中在布置有所述绝热材料的所述模具的所述外表面区域附近 的所述钻头体的至少一部分所述固体熔渗基体具有比通过大体类似 方法但未将绝热材料布置于所述模具的所述外表面的所述至少上部周围的情况下制造的钻头的相同区域少的不连续。
12.一种旋转钻头,其包括钻头体,所述钻头体具有用于连接安装刀具的钻柱和前导面的柄部,所述旋转钻头通过以下步骤制造:形成所述钻头的模具,所述模具具有内表面和外表面;将金属心轴定位在所述模具内,在所述心轴的至少一部分周围用颗粒状基体形成材料填装所述模具; 将绝热材料安装于所述外表面的至少上部周围;在熔炉中用熔化的粘合合金熔渗所述材料;从所述熔炉移出所述模具,包括在所述外表面上的所述绝热材 料;以及在将所述绝热材料布置在所述模具的至少上部周围的情况下冷却所述模具以形成粘结至所述心轴的固体熔渗基体。
13.根据权利要求12所述的旋转钻头,其还通过定向凝固在所述钻头的下部中的所述材料和粘合合金的步骤制造,其中通过在将所 述绝热材料布置在所述模具的所述外表面的至少所述上部周围的情况下冷却所述模具,所述定向凝固从所述外表面的所述下部沿向上和 向外方向进行以形成粘结至所述心轴的固体熔渗基体。








 豫公网安备41019702003646号
豫公网安备41019702003646号