

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:本发明提供一种用于加工超硬陶瓷的金刚石研磨垫,所述研磨垫包括金刚石料层,所述金刚石料层包括方形磨块层和平铺层,且所述金刚石料层由以下原料按质量百分比制成,树脂粘结剂:25%~...
申请号:201510188055.4申请人:蓝思科技(长沙)有限公司
发明人:周群飞 饶桥兵 康萌
摘要:本发明提供一种用于加工超硬陶瓷的金刚石研磨垫,所述研磨垫包括金刚石料层,所述金刚石料层包括方形磨块层和平铺层,且所述金刚石料层由以下原料按质量百分比制成,树脂粘结剂:25%~50%,金刚石:5%-20%,二硫化钼:1%-10%,硅灰石:20%-50%,气相二氧化硅:0.5%-5%。本发明提供的金刚石研磨垫在磨削力、磨削力的稳定性、切削力和研磨垫的使用寿命方面的性能均明显优于3M公司的45MIC研磨垫的性能。
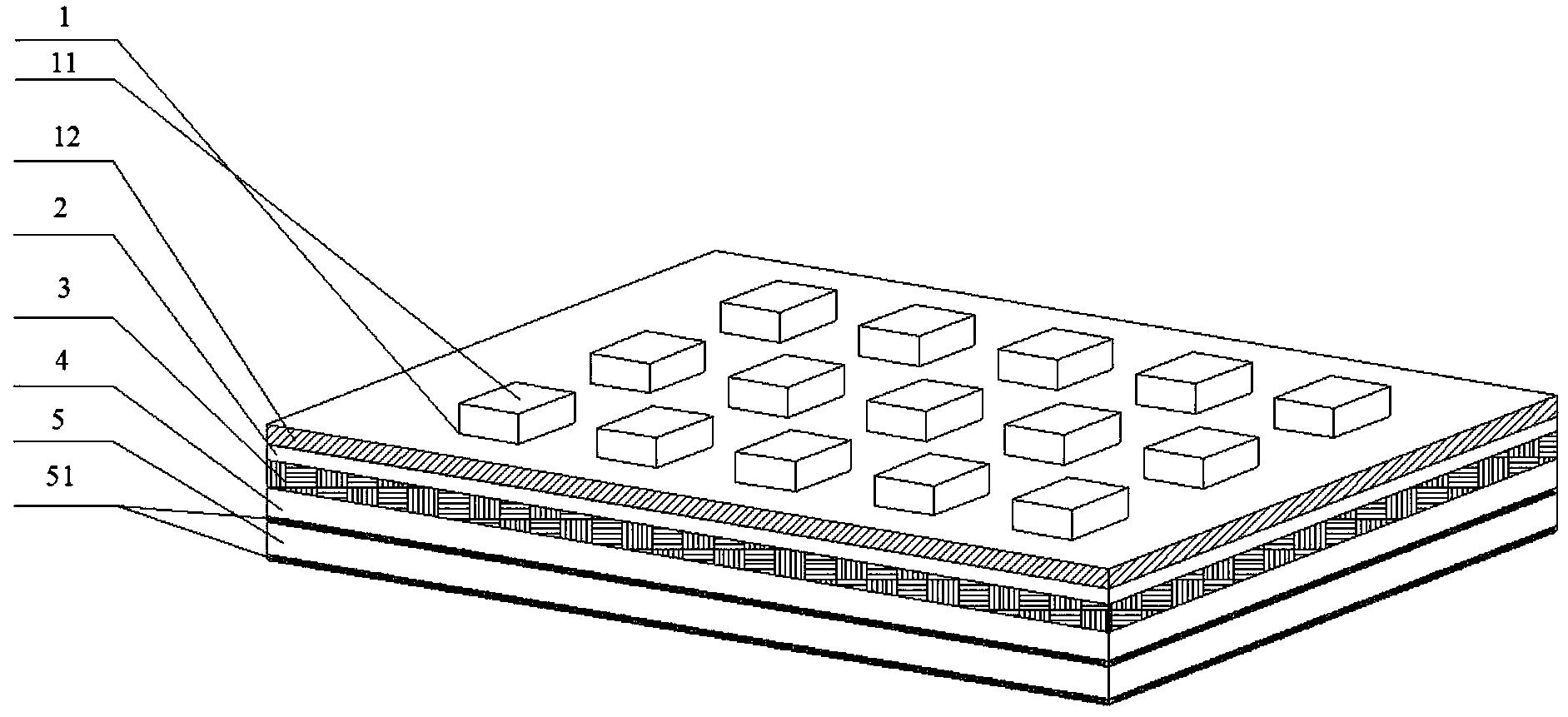
2.根据权利要求1所述的金刚石研磨垫,其特征在于,所述研磨垫的一侧至另一侧 依次包括:方形磨块层(11)、平铺层(12)、无纺布层(2)、PET膜层(4)、双面附胶的 PC板层(5)。
3.根据权利要求2所述的金刚石研磨垫,其特征在于,所述无纺布层(2)和PET膜 层(4)之间还含有粘结剂层(3)。
4.根据权利要求3所述的金刚石研磨垫,其特征在于,所述粘结剂层(3)中粘结剂 的原料组成为:纳米氧化铝15~30%、环氧类树脂35~50%、酸酐类固化剂30~35%、促进 剂0.5~1%。
5.根据权利要求1~4中任意一项所述的金刚石研磨垫,其特征在于,所述树脂粘结 剂的重量组成为:环氧类树脂45~59%、酸酐类固化剂40~54%、促进剂0.5~1%。
6.根据权利要求1~4中任意一项所述的金刚石研磨垫,其特征在于,所述金刚石平 均粒径为50-120μm,所述硅灰石平均粒径为30-50μm,所述二硫化钼平均粒径为20-40μm, 所述气相二氧化硅平均粒径为100-300nm。
7.根据权利要求1~4中任意一项所述的金刚石研磨垫,其特征在于,所述方形磨块 层(11)为由n个结构相同且纵横间等间距排列的方形磨块构成的外径为500-1500mm、 内径为200-500mm的圆环形结构,其中n为大于100的自然数。
8.根据权利要求7所述的金刚石研磨垫,其特征在于,所述方形磨块的长和宽为 1.5-2.5mm,高度为0.5-1.0mm,所述方形磨块纵横间间距为1.5-2.0mm。
9.一种如权利要求1~8中任意一项所述的金刚石研磨垫的制备方法,包括如下步骤: 步骤一,混料:将制备所述金刚石料层的原料混合均匀后填充到模具中,然后将模具 中填充好的金刚石料层原料表面摊平; 步骤二,真空除泡:对填充在模具中的金刚石料层进行真空除泡处理,并再次对金刚 石料层表面摊平得到所述方形磨块层和平铺层的原型; 步骤三,预固化成型:将无纺布层的上表面与摊平后的平铺层表面粘合,使无纺布和 金刚石料层完全渗透,再置于固化炉中进行预固化处理;预固化温度为70-100℃,预固化 时间为0.5~10h; 步骤四,贴PET膜:将预固化后的无纺布表面均匀地刷涂一层粘结剂并粘贴PET膜; 步骤五,热压固化成型:将贴好的PET膜移至固化炉中进行热压固化; 步骤六,贴PC板:在得到的研磨垫PET膜层上贴上双面附胶的PC板,用滚筒压紧; 步骤七,裁剪成型。
10.根据权利要求9所述的制备方法,其特征在于,所述真空除泡处理的真空值为 -90~-100KPa,真空除泡处理时间为60-80min。








 豫公网安备41019702003646号
豫公网安备41019702003646号