

 手机资讯
手机资讯 官方微信
官方微信
摘要 2015年4月20-25日,由中国机床工具工业协会主办的第十四届中国国际机床展览会(CIMT2015)在北京中国国际展览中心(新馆)隆重举行。展会吸引了来自全球28个国家和地区的1...
2015年4月20-25日,由中国机床工具工业协会主办的第十四届中国国际机床展览会(CIMT2015)在北京中国国际展览中心(新馆)隆重举行。展会吸引了来自全球28个国家和地区的1554家机床工具制造商参展,展出总面积达到13.1万平方米。在展馆东边的E3、E4、E7、E8、E11、E12馆里,汇聚了300余家全球切削工具制造厂商,包括山特维克可乐满、肯纳金属、伊斯卡、三菱、住友、瓦尔特、钴领、山高、玛帕等境外知名企业,还有株洲钻石、厦门金鹭、成都工具所、上工、成量、哈量、哈一工、郑州钻石等100多家境内工具企业。本次展会在总体规划上进一步优化,在工具展品领域打破了境内外展区的界限,形成了专业化布局,为境内外展商同台竞技、观众按专业参观选购提供了便利。本文仅就本届展会工具展区的重点新品和技术作简要综述。
1、刀具材料
株洲钻石这次在展会上推出了三种新的刀片材质:通用型的第三代涂层材质“金钻”YB9320牌号、用于加工钢件的第三代涂层材质“银钻”YB6315牌号和新金属陶瓷YNT251牌号。“金钻”YB9320牌号具有独一无二的原子重排技术,实现了涂层硬度、韧性及热稳定性的完美匹配。该牌号通用性好,不仅具有优异的铣削性能,也能够满足车削精加工、螺纹加工和切槽加工的要求,可广泛应用于汽车、航空、模具、船舶、IT、轨道交通、工程机械、通用机械等各行业及小型阀门、管接头、装饰件等各种小型零部件的半精加工及精加工。
山高刀具展出了最新推出的新金刚甲(New Duratomic),这是山高公司2007推出的金刚甲的全新升级版,实现了自我超越。据介绍,氧化铝涂层的定向结晶之所以性能优越,是因为氧化铝具有各向异性的特点,在这一方向上具有极小的热传导系数,有利于刀具刃口的保护。山高这次推出的TP2501、TP1501和TP0501三种刀片材质相比原有的TP2500、TP1500和TP0500材质,可使普通车削加工生产率至少提高20%。而且,这些新材质等级能够应对更为广泛的速度范围。
2、车削产品
图1是厦门金鹭在本届展会展出的专利车刀产品,其中左2和左3分别是刀片的每面带有3个刀尖的55°刀尖角和35°刀尖角的车刀(图2)。以前这两种刀尖角的车刀都是每面只有2个刀尖角,35°刀尖角的V型还由于刀片特别狭长,烧结时的变形不太容易控制而废品率比较高。厦门金鹭的新产品让D型刀尖和V型刀尖都增加了50%的刀尖,这无论是对于提高用户的经济效益,还是对改善厦门金鹭的产品质量控制,都大有裨益。

图1 厦门金鹭的专利车刀
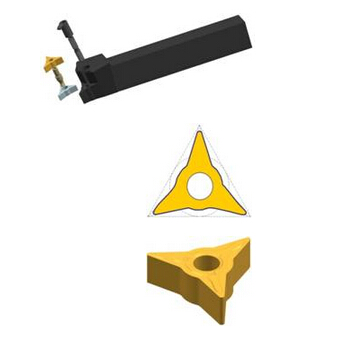
图2 厦门金鹭的3刀尖35°车刀原理图示
山特维克可乐满和山高刀具都展出了增强的高压冷却车刀产品和切槽刀具产品。山特维克可乐满在后刀面上增加了高压冷却喷口,除了在切屑与前刀面间提供冷却与润滑外,在后刀面与工件加工表面间也有了极好的冷却与润滑,进一步降低了刀具的磨损。山高刀具的双飞流车刀也是在前刀面和后刀面都有高压冷却的刀具。三菱公司的模块化切槽刀具GY采取了独特的夹紧方式,通过这样的改进,使得GY切槽刀在加工时的高频振颤、振摆均得以消除,与以往模块型刀具相比,加工表面的粗糙度等级得以提高。另一方面,GY系列与一体型槽加工刀具可以实现几乎同等的刚性。
轮毂加工是汽车行业中的一个重要应用,由于铝轮毂的加工通常需要高的切削速度,铝屑在前刀面上的流动速度很高,极易造成粘屑现象,影响铝轮毂的加工质量和加工效率。成都邦普在本届展会上展出了刃口锋利、前刀面光亮可鉴的圆头切槽刀片(图3),可部分替代进口。

图3 成都邦普的铝轮毂切槽刀片
号恩公司展出了其用于精密加工的微米级车刀“-Finish”,可以加工钢件和不锈钢件,典型的应用包括钟表制造。由于这种车刀的精度很高,常用于精密加工,加工余量很小,刀具的锋利性很重要。-Finish车刀的刃口锋利,涂层也非常薄。多马普拉米特公司展出了一些适合重型加工的大尺寸模块化刀具,灵活性强,对于小批量多品种轮番生产的需求非常合适。
3、孔加工产品
(1)钻孔刀具
一到瓦尔特展台,多数观众的目光都会被展台上的DC170模型(图4)所吸引。不过实物钻头与模型是有区别的(图5)。

图4 瓦尔特展台上引人瞩目的DC170模型

图5 瓦尔特展台上的DC170展品实物
DC170的新颖之处在于它具有与普通钻头的径向刃带完全不同的切向刃带。传统的径向刃带在沿着螺旋槽的走向上是连续的,在横截面上则只有几处凸起,但DC170的刃带在横截面(其实不是准确的横截面)上是连续的,而沿着螺旋槽方向却只有几处凸起。这种改变使DC170钻头的径向得到全面支撑,稳定性得到全面改善;同时,每两条切向刃带间的缝隙形成有效的冷却液通道,冷却液可以被输送到整个副切削刃的各个部分。瓦尔特介绍说,用这种钻头钻削钢件和铸铁件有很好的效果。不过,这种钻头的刃带与孔壁间的摩擦可能比较大,对于加工不锈钢、钛合金等热传导不良的材料时会有风险,尤其是在新钻头时。株洲钻石推出了新的整体硬质合金麻花钻系列GD钻头(图6),替代原来的SU钻头。GD钻头优化了钻尖结构,并采用了双刃带结构。减少了刃口崩缺或者断刀,提高了加工的稳定性,保证了刀具整体的切削性能以适应多变的客户工况。其良好的孔加工质量及精度在较差的工况下也能表现良好的切削性能。其光滑的涂层表面,能够显著减少切削阻力并且具有更加优异的耐磨性能。其金黄色涂层使其得到了明显的磨损识别效果。作为通用加工钻头系列,可应用于各个行业、多种材料的加工。株洲钻石的试验结果表明,新的GD钻头比原来的整体硬质合金钻头使用寿命增加了1倍。

图6 株洲钻石公司的新系列GD钻头
(2)精镗刀上海松德在本届展会上展出了精镗小刀座和超精镗刀,其调整精度每格在直径方向为0.01mm,即半径方向为0.005mm。这种精度较高的精镗刀座过去基本上都是国外企业提供的。松德公司展出的这类精镗小刀座为用户自制精镗刀具提供了较大的可能性。用户可以根据刀座厂商提供的刀座安装尺寸制作特殊镗刀,包括多台阶的特殊镗刀。标准的刀座可调节精度比较低,虽然理论上是连续可调,但一般在直径0.05左右比较容易掌握。松德的这种刀座把精度提高了一大步,使得大部分的精镗都可以得到解决,但小刀座的缺点是调节范围有限。
图7是松德公司展出的超精镗刀。称其为超精镗刀,是因为通常我们看到的高精度镗刀都是每格半径上的调节量为0.001mm,即每格直径上的调节量为0.002mm,而松德超精镗刀的精度高出了1倍,每格在半径上的调节量为0.0005mm,在直径上为0.001mm。同时松德公司的这款镗刀还设置了平衡调整环(图8),这2个平衡调整环用于解决高速加工中容易出现的动平衡问题,使这款镗刀能在较高的切削速度下使用,这对于提高加工效率和经济效益都会起到积极作用。

图7 松德公司展出的超精镗刀

图8 松德公司的超精镗刀平衡调整环
高迈特展出了Precikom粗精一体镗刀。这种专为铸铁高效加工设计的镗刀将粗精加工复合在一起,刀片调节精度达µm级,加工精度稳定,只需一刀即可从毛坯加工至IT8级精度。图8 松德公司的超精镗刀平衡调整环
株洲钻石与瑞士工具合作推出了ER接口的镗刀,不需要专用的模块化接口,只需要用标准的ER弹簧套刀柄即可。这种精镗刀被安装在标准的ER25弹簧夹头刀体上,只要有ER25刀柄,就能方便实现镗孔加工。这就为用户提供了节约模块化刀柄主柄的可能。当然,如果需要加长的镗刀,用户可以从其他刀具厂商处购买加长的ER弹簧夹头刀柄来解决。株洲钻石的镗刀还配备了数值控制的模式,即数字化镗刀。
高迈特公司的MicroKom BluFlex®微调精镗头(图9),是另一种带有单独显示数值系统的产品。它通过蓝牙技术将微调读数在单独的显示器上以μ级为单位显示,从而无论是在对刀仪上还是机床内,都能更精确、更方便地调节和读取数据。高迈特公司介绍,最新的应用程序可以直接通过手机进行读数。(执笔:杨晓)

图9 高迈特公司的MicroKom BluFlex®微调精镗头
(未完待续)









 豫公网安备41019702003646号
豫公网安备41019702003646号