

 手机资讯
手机资讯 官方微信
官方微信

中国矿业大学(北京)超硬刀具材料研究所所长邓福铭
一、高速切削技术的发展历程
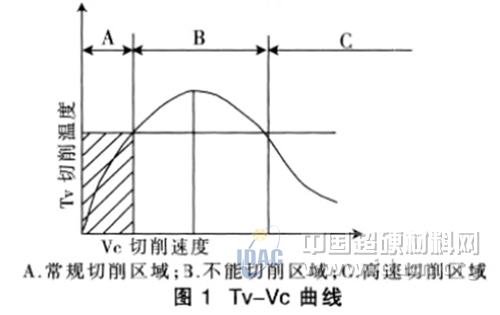
高速切削(High Speed Cutting,简称HSC)通常是指用比常规切削速度和进给速度高得多(≥5-10倍)的速度进行高效加工的一种先进制造技术。
高速切削理论假设是由德国物理学家萨洛蒙博士(Salomon)1931年提出的。
萨洛蒙高速切削理论的证实和发展:
①美国洛克希德公司R.L.Vaughan的“弹道切削”试验;
②美国G.E公司七十年代初参加了“高速切削”研究;
③美国洛克希德公司R.I.King的加工中心与《高速切削技术手册》;
④德国达姆斯塔特工业大学H.Schulz教授著《高速切削》。
高速切削技术作为现代先进制造工艺,已在国外发达国家推广使用;我国作为世界制造大国,近年来作为国家发展战略正在大力发展之中。
二、高速切削、数控机床与超硬刀具发展关系
高速数控机床、高速切削刀具及高速切削工艺是实现高速切削的三大关键技术。
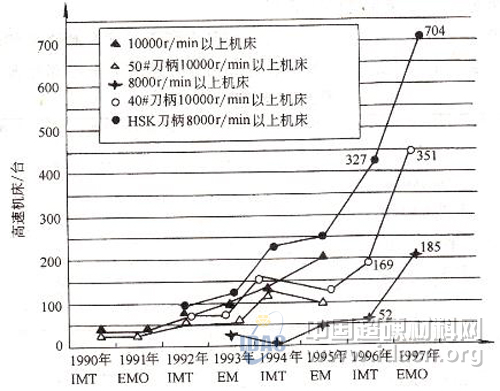
国外会展上高速数控机床发展统计
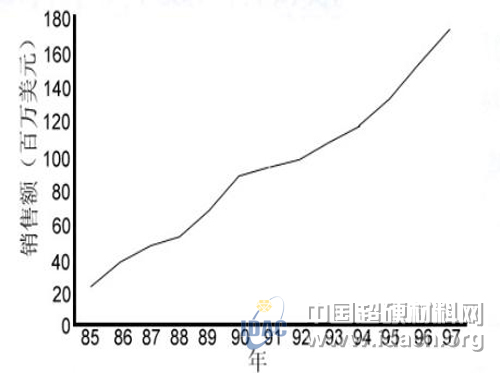
PCBN刀具全球市场增长情况
高速切削理论到技术的应用成果——高速数控机床、加工中心、柔性制造系统
①数控机床——机床工业的第一次革命;
②高速数控机床——机床工业的第二次革命;
③加工中心——高速数控机床的进一步发展;
④柔性制造系统——机床工业的第三次革命。
普通机床切削加工时间70%为辅助时间——上下料、测量、换刀、调整机床等;
数控机床——缩短换刀时间,加快空程动作,缩短辅工时间;
高速数控机床——提高切削速度,减少切削时间。
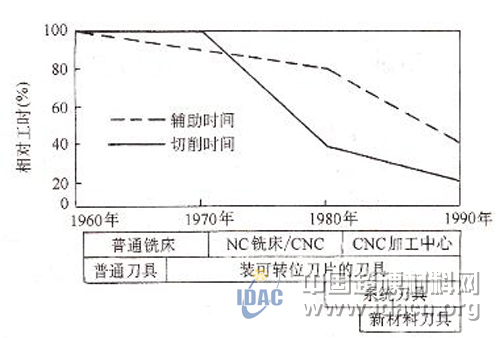
图3 四十多年来切削加工时间构成的变化
柔性制造系统——缩短新产品开发周期, 加快产品更新换代速度。
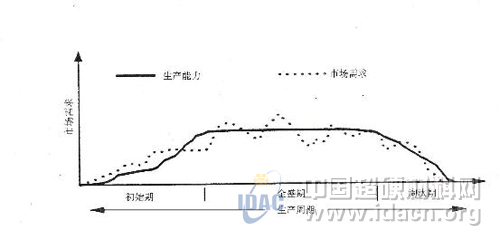
图4 在产品生产周期内市场需求和产品生产能力的变化
超硬刀具——高速切削刀具的发展方向
——精密高效切削工具;
——汽车工业铝合金发动机的最佳加工工具;
——现代先进切削工艺如“干切削”、“硬态切 削”、“以车(铣)代磨”的载体;
——绿色环保、环境友好、资源节约、能源节约型新型工具;
超硬刀具更明显体现了高速切削技术的“高效、精密和柔性”的基本特征,代表了现代高效高速切削技术的发展方向。
三、PCBN高速切削刀具发展中的问题
PCBN优异的物理力学性能及其“以车代磨”、“硬态加工”和“干式切削”等先进切削工艺,被公认为是二十一世纪高效、绿色环保和资源、能源节约型切削加工工具。
问题一——PCBN刀具的高速切削速度问题已成为全世界高速切削技术发展中的主要技术瓶颈。
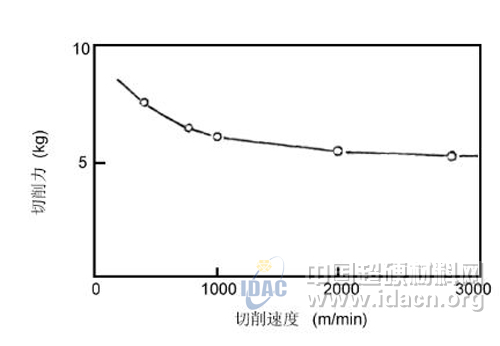
图4 切削力与切削速度的关系。Al-10%Si合金;切深2mm, 进给0.15mm/齿干式加工。

图5 PCBN刀具切削铸铁时切削力与切削速度的实验结果
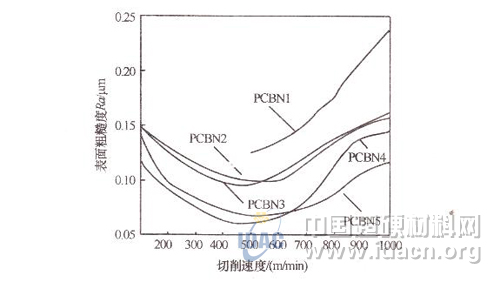
问题二——PCBN刀具的高速切削加工中的表面精度问题已成为PCBN刀具的高速切削加工中的又一拦路虎。
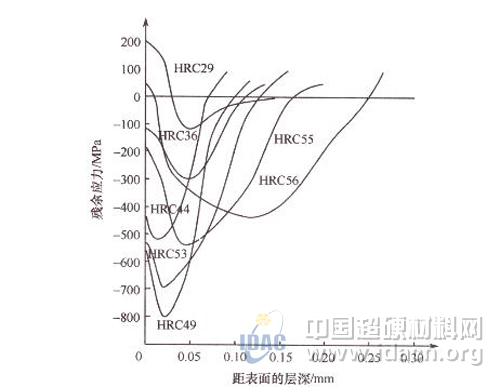
问题三——PCBN刀具的高速切削加工中的表残余应力问题是PCBN刀具的高速切削加工中的必须解决的技术问题。
四、问题的提出与学术思想
1、问题的提出——PCBN刀具高速切削原理和硬态干切削的“金属软化效应”。
高速切削时切屑带走了大量的切削热,工件表面的切削温度将大大降低。与硬态干切削的“金属软化效应”相悖,因此,要充分利用其“金属软化效应”就必须加大切削进给量,其结果都将是切削力增大,现有粘结型PCBN刀具不能满足其服役条件。
因此,对新型PCBN刀具的高温力学性能提出了很高的要求。既要有高的硬度和耐磨性,又要有高的强度和冲击韧性。
2、学术思想
若新型PCBN刀具的高温力学性能能满足其服役条件要求,则采用加大切削进给量更合理,更符合现代高效高速切削之理念。
五、难度与挑战
1、主攻关键之一
如何利用超高压烧结技术,实现CBN晶粒间的CBN-CBN直接结合,控制晶界结构及晶粒尺寸大小,以提高烧结体高温力学性能。
这就要求对CBN高压反应烧结行为规律、转化机制及聚结机理以及聚晶晶界结构和力学行为等基本科学问题有较深入的了解。
2、主攻关键之二
高速硬态切削纯PCBN刀具设计中要解决的关键技术问题是如何根据高速硬态切削使用条件要求和纯PCBN刀具材料高温力学性能,提出刀具的结构设计理论和优化几何结构参数,设计出使用寿命长、安全可靠的新型纯PCBN高速切削刀具,解决大进给量的高速硬态切削使用过程中纯PCBN刀具的使用安全性、稳定性、可靠性问题。
这就必须深入了解其切削过程中将发生的各种机械、热、摩擦磨损等物理现象,深入了解不同进给量条件下的切屑形态及其形成机理,刀具切削力特性、切削热和切削温度的变化规律,刀具摩擦磨损的形式、破坏特征和损坏机理等应用基础理论问题。
中矿大近年来在北京市教委产业化共建项目《高效高速超硬切削工具的研究与开发》、北京市科技人员服务企业行动计划《高效高速超硬切削刀具的产业化开发》,以及中矿大产业化重点项目《纯PCBN刀具材料及高速硬态切削技术研究》的支持下,在高性能纯PCBN刀具材料的探索制备,以及纯PCBN刀具设计理论研究及高速硬态切削工艺的基础研究方面,取得初步的研究进展,将可能突破PCBN刀具切削速度的发展瓶颈,为高速硬态切削技术发展提供理论依据和技术支撑。
最近的研究结果表明,新型纯PCBN,在一定温度范围内均表现出很高的硬度和断裂强度,且抗弯强度在温度升高到一定值后不是降低而是增高。这预示着新型纯PCBN刀具将有可能解决传统PCBN刀具高速硬态干切削应用的有关问题。
六、结束语
高纯PCBN高速切削刀具开发与推广,将促进我国高速硬态切削技术发展,不仅带动相关制造产业产品的升级换代,提升我国制造业产品的竞争力,而且对提高我国绿色切削技术的应用比例, 减小切削加工对环境的负面影响,以及制造业中节能减排均起到重要的作用。










 豫公网安备41019702003646号
豫公网安备41019702003646号