

 手机资讯
手机资讯 官方微信
官方微信
摘要:主要介绍了涂层硬质合金的性能、类别和涂层工艺,并列出一些试验数据。
关键词:硬质合金;涂层刀片;切削刀具
1 概述
通过化学气相沉积(CVD)等方法,在硬质合金刀片的表面上涂覆耐磨的TiC或TiN、HfN、Al2O3等薄层,形成表面涂层硬质合金。这是现代硬质合金研制技术的重要进展。1969年,西德克虏伯公司和瑞典山特维克公司研制的TiC涂层硬质合金刀片初次投入市场。1970年后,美国、日本和其他国家也都开始生产这种刀片。三十余年来,涂层技术有了很大的进展。涂层硬质合金刀片由第一代、第二代已发展到第三代、第四代产品。
涂层硬质合金刀片一般均制成可转位的式样。用机夹方法装卡在刀杆或刀体上使用。它具有以下优点:
1)由于表层的涂层材料具有极高的硬度和耐磨性,故与未涂层硬质合金相比,涂层硬质合金允许采用较高的切削速度,从而提高了加工效率;或能在同样的切削速度下大幅度地提高刀具耐用度。
2)由于涂层材料与被加工材料之间的摩擦系数较小,故与未涂层刀片相比,涂层刀片的切削力有一定降低。
3)涂层刀片加工时,已加工表面质量较好。
4)由于综合性能好,涂层刀片有较好的通用性。一种涂层牌号的刀片有较宽的适用范围。
2 涂层工艺
硬质合金涂层最常用的方法是高温化学气相沉积法(简称HTCVD法),是在常压或负压的沉积系统中,将纯净的H2、CH4、N2、TiCl4、AlCl3、CO2等气体或蒸气,按沉积物的成分,将其中的有关气体,按一定配比均匀混合,依次涂到一定温度(一般为1000℃~1050℃)的硬质合金刀片表面,即在刀片表面沉积TiC、TiN、Ti(C,N)或Al2O3或它们的复合涂层。反应方程式概括如下:
TiCl4+CH4+H2→TiC+4HCl+H2
TiCl4+½N2+2H2→TiN+4HCl
TiCl4+CH4+½N2+H2→Ti(C,N)+4HCl+H2
2A1Cl3+3CO2+3H2→Al2O3+3CO+6HCl
用PCVD(等离子体化学气相沉积)法在硬质合金刀片表面进行涂层也得到应用,因涂层工艺温度较低(700°~800°),故刀片的抗弯强度降低的幅度较小,对铣刀片比较适宜。
涂层前,基体刀片表面须净化,切削刃部位应钝化。涂层后,因涂层材料与基休材料的线膨胀系数存在差异,故涂层刀片表面不可避免地产生残余张应力而使刀片抗弯强度降低。通常用TiC薄层先涂在基体表面上,因TiC的线膨胀系数与基体材料最接近;外面再涂TiN、Al2O3等。过去,单涂层材料均用TiC,双层涂层材料多用TiC/TiN、TiC/Al2O3等,三层涂层材料多用TiC/Ti(C,N)/TiN、Tic/Al2O3/TiN等。近年,随着基体材料的改进,涂层材料也有用TiN垫底的,即TiN/TiC/TiN等涂层材料还有HfN、MoS2等。
3 国内研制涂层硬质合金情况
国内研究硬质合金CVD涂层技术并研制刀片,从70年代初就开始了,但真正形成生产能力并大量推广应用还是80年代的事。1983年,株洲硬质合金厂从瑞士Bernex公司引进了HTCVD涂层炉及精磨、刃口钝化等配套设备,生产了CN系列和CA系列的涂层硬质合金刀片,基体刀片采用国产牌号(见表1)。稍后,该厂又从瑞典Sandvik公司引进了设备和涂层技术,生产了YB系列涂层硬质合金刀片,基体则采用特殊专用材料(表2)。其中YB120、 YB320是铣削牌号,其他主要用于车削加工。
近年,自贡硬质合金厂推出了牌号为ZC21的涂层刀片。它的基体为具有梯度结构的材料,涂层材料为TiC/TiN,密度为13.0~14.0g/cm3,抗弯强度≥1.6GPa,可用于间断切削,亦可用于连续切削。
4 涂层硬质合金刀具应用范围
由于经过涂层工艺,基体刀片的韧性和抗弯强度不可避免地有所下降,加上涂层材料的化学性质等原因,故涂层硬质合金刀片仍只有一定的适用范围。它可以用于各种碳素结构钢、合金结构钢(包括正火和调质状态)、易切钢、工具钢、马氏体不锈钢和灰铸铁的精加工、半精加工以及较轻负荷的粗加工。涂层刀片最适用于连续车削,但在切深变化不大的仿形车削、冲击力不太大的间断车削及某些铣削工序中亦可采用。近年在切断、车螺纹中也已使用涂层刀片。但是,TiC和TiN涂层刀片不适宜于加工下列材料:高温合金、钛合金、奥氏体不锈钢、有色金属(铜、镍、铝、锌等纯金属及其合金)。沉重的粗加工,表面有严重夹砂和硬皮的铸件的加工也不宜使用涂层刀片。
5 切削实验
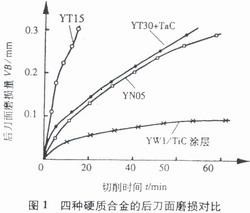
涂层硬质合金刀片表面有TiC、TiN、Ti(C,N)、Al2O3等硬度甚高的薄层,故耐磨性极强:作者曾用HTCVD法TiC单层涂层的WC基硬质合金刀片为基体的YW1/TiC,与未涂层的WC基合金YT15、YT30+TaC、TiC基合金YN05,进行车削对比。工件材料为60Si2Mn(凋质高强度钢,HRC40),切削用量αp =0.5mm,f=0.2mm/r,ν=115m/min。刀具几何参数γ0=4°,α0=8°,κr =45°,λs =-4°,rE =0.8mm。分别测量车刀的后刀面磨损VB与前刀面月牙洼磨损KT,得到的刀具磨损曲线如图1、图2所示。可以看出,YW1/TiC涂层刀片的耐磨性不仅远高于YT15 (P10),而且也高于YT30+TaC、(P01),甚至还高于TiC基合金YN05(P01);而且抗月牙洼磨损的耐磨能力尤为显著。

作者又用YW3硬质合金刀片为基体,在某研究院的HTCVD涂层炉中,涂上单层、双层、三层的涂层材料,形成三种涂层刀片;YW3/TiC, YW3/TiC/TiN,YW3/TiC/Ti(C,N)/TiN。连同基体硬质合金YW3,一同车削60Si2Mn钢(HRC40)。切削用量αp =0.5mm,f=0.2MM/r,ν=150m/min,刀具几何参数γ0=4°,α0=8°,κr =45°,λs =4°,rE =0.8mm。所得的后刀面磨损曲线见图3。涂层刀片的耐磨性远高于未涂层刀片YW3;不同层数的涂层刀片,其耐磨性亦有一定差别,涂三层的领先,涂二层的次之.涂单层的更次之,但差别不是太大。
.jpg)
作者又用PVD(物理气相沉积)涂层工艺,在YT15(P10)硬质合金刀片基体上涂覆TiC,然后车削60Si2Mn钢(HRC40),与YT15刀片进行车削对比。切削用量αp =1mm,f=0.2mm/r,ν=115m/min。刀具几何参数γ0=4°,α0=8°,κr =45°,λs=4°,rE =0.8mm。所得的后刀面磨损曲线见图4。可以看出,PVD涂层硬质合金刀片的使用效果亦佳。PVD涂层温度低,有利于降低硬质合金涂层刀片的表面残余应力;但PVD涂层与基体间的结合强度稍逊于CVD工艺。随着PVD工艺方法的进步,近年来应用已日趋广泛。

涂层刀片的切削力小于未涂层刀片,因刀—屑间摩擦系数减小。实验表明,P类硬质刀片涂TiC后切钢,主切削力Fc约可减小3%~4%(与未涂层刀片比),涂TiN或TiC/TiN,主切削力Fc约可减小6%~9%。Fp与Ff的减小尤为显著。Al2O3涂层对切削力减小的效果与TiN涂层接近。










 豫公网安备41019702003646号
豫公网安备41019702003646号