

 手机资讯
手机资讯 官方微信
官方微信
滚切刀具上装有圆形刀片,切削过程中圆形刀片绕自身轴线连续转动。当刀片的转动是由专用的电机驱动时,称为驱动式滚切刀具(Driving rotary tool 或DRT);当刀片的转动是由切削运动带动时称为自滚切刀具(Self-propelled rotary tool 或SPRT)。自滚切刀具的切削刃必须具有一定的刃倾角(e),以产生沿刀刃切向的速度分量vt,带动刀片转动(图1)。SPRT的主要优点是能够极大提高刀具耐用度,因此SPRT适宜于加工难加工材料,在此情况下刀具耐用度可提高30~100倍。虽然SPRT在工业上已有应用,有些设计已获专利,但由有文献告诉我们,SPRT上采用的刀具材料尚仅限于高速钢和硬质合金,超硬刀具材料如CBN和PCD 尚未用于这一领域。本文介绍了装有CBN刀片的SPRT车刀。作者曾对这种刀具的滚切速度、切削力、切削温度、加工质量、刀具磨损等方面进行了初步实验。结果表明,装CBN刀片的SPRT车刀不仅可以用很高的速度(190~250m/min)加工淬火钢(HRC50~55),而且可保持很长的刀具耐用度 (VB=0.01~0.02mm/h)。因而刀具磨损已经不是CBN-SPRT在使用中的主要矛盾。研究结果同时表明,加工表面波纹度成为影响加工质量的主要因素,不适当的加工条件会加大表面波纹。本文针对各种因素对加工波纹的影响进行了更为深入的探讨。
1 刀杆设计
根据以往的研究,滚切加工中的2个主要问题是刀片旋转所引起的附加误差和较大的径向力所诱发的振动。因此,刀轴轴承的转动精度和刀杆的刚性就成为SPRT刀杆设计中的重点。对于CBN-SPRT的设计,由于刀片无孔无后角,所以给刀具制作带来更多的问题,迄今所发表的关于各种滚切刀杆设计的文章未涉及这一情况。本文中的CBN-SPRT要用于实验,刀杆还应具有可调的几何参数,以探讨不同几何参数对切削性的影响。
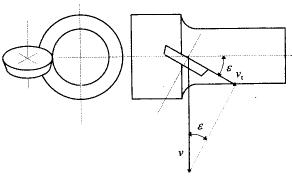
图1 自滚切刀具工作原理
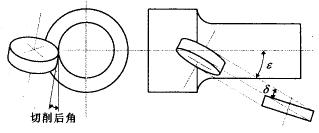
图2 调整前角d使无后刀片产生切削后角
考虑到以上各种要求,所设计的刀杆具有下列特点:
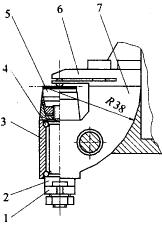
1. 当使用无后角刀片时,刀杆除了能设置刃倾角e外还能够设置负前角d,以便在后刀面和加工表面间形成后角,如图2。在本文所介绍的刀杆上设计了前角架和倾角架,使得前角和刃倾角连续可调,见图3。前角架和倾角架可绕相互垂直的空间轴线转动,
2. 轴线在刀尖处相交,以使前角和刃倾角的调整不影响刀尖高度。为了将刀杆的受力变形减到最小,刀杆采用了紧凑的结构以提高刚性。
(a)滚动轴承刀杆侧视图
(b)滑动轴承刀杆侧视图
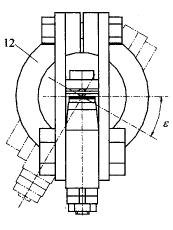
(c)刀杆正视图
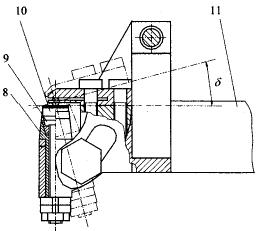
1.锁紧螺母 2.轴承内环 3.轴承外环 4.滚动体 5.Ø12.7~Ø23刀片 6.压板 7.前角架 8.刀轴 9.弹簧卡头 10.Ø9.5刀片 11.刀杆 12.倾角架
图3 使用CBN刀片的双向倾斜滚切车刀
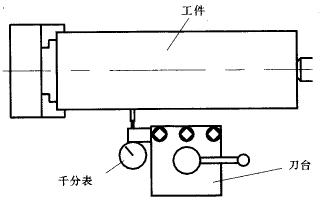
图4 表面波纹度检测装置
2 实验条件
车削实验在C620-1型车床上进行,全部实验为干切削,具体实验条件如下:
1. 刀具及工件材料 刀具材料是BZN-6000CBN 圆刀片,直径分别为Ø9.5,Ø12.7,Ø23。工件材料为55钢(GB699-88),淬火硬度为HRC50~55。试件中心钻有50mm直径的通孔,以提高淬透性,在整个截面上获得均匀的硬度。
2. 波纹度测量装置 表面波纹度定义为一种表面纹理,其上叠加有表面粗糙度轮廓。但标准中并未提供波纹度的测量方法。本项目中采用了千分表进行测量。千分表固定在刀台上,见图 4,并沿工件表面移动,5mm采样长度内的峰谷值作为波纹度数据。实验中进行了重复测量减小随机误差,以重复测量的平均值作为实验结果。
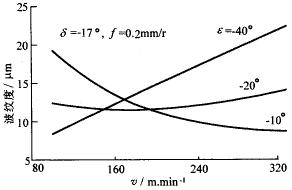
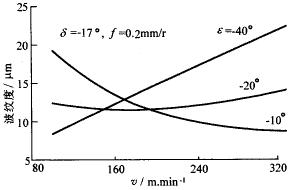
3. 切削参数 在改变前角、刃倾角、切削速度、进给量的四因素实验中使用了装有Ø12.7刀片的SPRT,参数范围为:前角d=-10°, -17°, -30°;刃倾角e=-10°,-14°, -20°, -28°, -40°;切削速度v=100, 137, 187, 256, 350m/min;进给量f=0.1,0.14, 0.2, 0.28, 0.4mm/r。切削深度为0.05mm,保持不变。实验数据采用多元回归的方法进行处理,回归曲线见图5。研究中还针对刀片直径9.5,12.7, 23mm,刃倾角的正负,滚动、滑动轴承的不同进行了波纹度实验,实验结果见图6。
(a)滚动轴承刀杆侧视图
(b)滑动轴承刀杆侧视图
图5 刀具角度和切削用量对波纹度影响
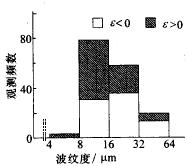
(a)滚动轴承刀杆,Ø23刀片
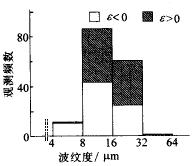
(b)滚动轴承刀杆,Ø12.7刀片
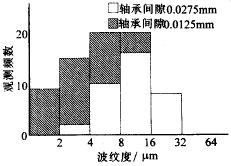
(c)滑动轴承刀杆,Ø9.5刀片
图6 刃倾角方向和轴承结构对波纹度影响
3 分析讨论
由图5(a)可见,较大的负前角使波纹度增大。一般而言,负前角增大使得切削力增大,而增大的切削力。尤其是径向力,容易造成振动,从而产生波纹。减小负前角,切削力随之减小。但对于无后角的刀片,此时后角也同时减小。后角过小时会加剧后刀面与加工表面回弹层之间的摩擦,反而使切削力增大。因此只有选用适当的前角才能产生较低的波纹。进给量越大,波纹度越大。
切削速度和刃倾角对波纹度的影响见图5(b)。滚切速度、切削速度和刃倾角之间的关系可由下式表示(参见图1) vt=vsine (1)
所以提高切削速度或增大刃倾角都会使滚切速度增大。滚切速度的增大使得离心力增大,降低了切削过程的平稳性,波纹度随之变差。但由图5(b)可见,同时减小切削速度和刃倾角同样不能改善表面质量。理论上讲,无论v和e多么小都会驱动刀片转动(见式1),但实际情况并非如此,由于轴承中存在摩擦,所以当切削速度和刃倾角都比较小时,刀片很难产生连续的滚切运动。所以只有选用适当的切削速度和刃倾角,才能使刀片均匀转动,从而产生均匀的加工表面。
由于切削参数对波纹度的影响趋势比较复杂,研究中采用了数学优化来寻找最佳切削条件。优化中使用的数学模型即为回归分析所得的经验公式。根据优化计算,对于使用滚动轴承和Ø12.7刀片的SPRT,当d=-12°, e= -13°, v=256m/min, f=0.14 mm/r时得到的波纹度最小。
实验中还发现,在同样的切削条件下,当将刀轴固定使刀片停止转动后,就可以大大减小甚至完全消除振动,从而使波纹度降低至2~3µm。这进一步证明,振动和波纹都与刀片的转动有关。由于刀轴的偏心和轴承间隙,会使得切削深度变化,造成切削力波动,从而产生了振动。根据星铁太郎的论述,当振动是由外部的周期位移干扰所激发,并以自激振动的形式持续进行时,这种振动中含有强迫振动和自激振动,称为混合型颤振。一般情况下,振动所产生的加工波纹往往形成左旋、右旋或直纹的形式。但SPRT所产生的波纹有时呈随机分布。此时切削过程相对平稳,在刀具和工件上感觉不到明显的振动。这似乎表明,仅仅有周期位移干扰并不足以造成振动,如果其它一些参数,例如受力大小、干扰频率、系统刚性、阻尼特性、固有频率等不满足一定条件,振动便不会持续下去。此时的加工波纹仅仅是由于刀具的转动偏心引起。根据实验记录,此时波纹度较低,能达到3µm。
本文中使用的滚切刀杆在结构和精度上尚不十分理想,若经过进一步完善,有可能获得更好的加工质量。为便于今后改进刀具的设计,针对刀片直径、刃倾角方向、轴承结构等因素对表面波纹度的影响进行了研究。在大量观测数据的基础上,用直方图图6表达了实验结果。图中横轴表示波纹度值,纵轴表示观测频数。
由图6可见,刀片直径越小,所产生的波纹度越低。这是由于随着刀片直径的增大,平均主偏角减小,这将改变切削力的大小和方向,使得径向力(Fy) 增大。这一分析在测力实验中得到证实,装有Ø3mm刀片的刀具所产生的切削力是装Ø12.7mm刀片的刀具的3倍。影响波纹度的另一个主要因素是轴承结构。滑动轴承刀具加工出的表面质量高于滚动轴承刀具。原因可能是滑动轴承的阻尼特性优于滚动轴承;同时滑动轴承结构较简单,产生误差的因素较少。从图6中还可看到,对于具有滑动轴承的刀具来说,轴承间隙越小,加工质量越好。
因此可以认为,装有小直径刀片、小间隙滑动轴承的SPRT,更容易产生较好的加工质量。
4 结 论
1. 所研制的CBN-SPRT采用了弹性卡头周边装卡的方式。为避免刀具工件干涉并驱动刀片转动,采用了可调的前角和刃倾角。
2. 表面波纹度主要由刀具的转动偏心和振动造成,振动由强迫振动和自激振动组成。
3. 过大或过小的前角都会加剧振动、加大波纹度。滚切转速过高过低也会使切削过程稳定性降低,加大波纹。对于装有滚动轴承和Ø12.7刀片的SPRT,当d=-12°,e=-13°, v=256m/min, f=0.14mm/r时得到的波纹度最小。
4. 装有小直径刀片、小间隙滑动轴承的SPRT,更容易产生较好的加工质量。








 豫公网安备41019702003646号
豫公网安备41019702003646号