

 手机资讯
手机资讯 官方微信
官方微信
摘要:针对金相试样的特殊要求,对金相试样的切割技术和磨削过程进行了研究,采用机电一体化系统设计思想,对其整体造型、机械结构和控制系统进行了设计,保证了金相试样的切割质量,提高了切割机的切割能力。控制系统的核心采用PLC实现自动控制,采用变频调速器实现了砂轮片转速的无级可调,采用步进电机细分调速技术提高了切割机的控制精度,增强了切割不同材料的适应性。
关键词:金相试样 PLC控制 切割机
1 引言
金相试样切割机主要用于金相试样的截取和各种材料的下料、切口等,在冶金、汽车、航空航天等制造业中应用极为广泛。目前国内缺乏大型的金相试样切割机,对较大的零件例如汽车曲轴直接进行取样比较困难,根据试样切割前后金相组织不变的基本要求,在满足各种零件的切割效率同时,本文对大型金相试样切割机进行了设计与研究,最大切割直径可达150mm,纵向切割范围可达300mm,满足了较大零件的截取和下料。
同普通机械行业中的金属切割不同,切割金相试样对保持原有组织状态比较严格,即必须保证所截取试样的金相组织与原部件组织一致,这就要求在截取试样的过程当中试样受热、受外力作用要尽量小,因为这两种情况都会引起一定的组织变化。因此,在机械切割金属试样时要力求试样温度不超过150℃,使切口无过烧现象,试样真实性好。金相试样切取的方法可根据取样零件的大小、材料的性能、现场的实际条件灵活的选择。尽管有多种截取试样的方法,但是在金相实验室切取试样的要求为:切割面比较光滑平整,截面与轴线的垂直度好,砂轮切割机适用性强,可以切割软的金属零件如铜铝和较硬的金属零件如淬火后的碳钢、高速钢;并可以切割超硬材料如硬质合金、陶瓷等。另外,还要求切割速度快,劳动强度低,操作简单、灵活,切取试样尺寸准确,大小适宜,切割成本低等优点。根据以上要求,结合国内外现有切割机的特点和优点,开始研发大型切割机。
2 大型金相切割机机械设计
2.1金相试样切割机的总体结构设计
本设计通过机电一体化系统设计的思想对金相试样切割机的机械主体部分进行了分析与设计,机电一体化技术使传统的机械设计和改造有了新的思维方法和技术手段;而且信息处理技术是机电一体化技术中必不可少的部分,一个机械系统实现计算机控制,具有信息处理功能,才能实现生产过程的自动化。电子装置的有机融入,代替了复杂的机械装置,使设计的金相试样切割机比以往切割机在满足工作要求的前提下,结构简单、操作方便、可靠性和稳定性高、自动化程度与生产效率高。
切割机为立式结构形式,机械设备主要由动力传动装置、执行机构与卡具、冷却系统、机体四大部分组成。根据工件运动和砂轮片运动形式可将金相切割机分为两类,一类为工件运动,砂轮片固定不动的切割机;另一类为工件固定不动,砂轮片运动的切割机,而运动又分为曲线摆动和直线运动两种形式。考虑到切割时砂轮片的受力和工件的重量,所以切割机设计为当切割较大工件时,砂轮片摆动而工件做往复运动的形式;当切割较小工件时,砂轮片摆动而工件固定不动的形式。
切割过程中,刀具可以上下摆动实现切割进给,工作台可以实现横向和纵向的双向移动以方便切割。砂轮片固定在切割轴上,电动机的输出转速经过二级V带传动实现砂轮的高速旋转。砂轮轴通过横梁与2号轴相连,由步进电机通过蜗轮蜗杆带动横梁上下摆动来实现切割进给运动,并可以调节切割进给的距离。考虑到砂轮轴的自身重量会增加蜗轮的负重而使得切割过程中产生振动影响切割质量,在夹板上通过定滑轮设配重将重量平衡。主电动机为三相异步电动机,通过变频器实现无级调速。工作台由横向丝杠和纵向丝杠带动,横向丝杠通过导块运动带动工作台移动。丝杠两端分别安装步进电机和手轮,以满足不同的切割要求。
箱罩上设推拉门方便取放加工工件,正面开透视玻璃以观察切割进程。在切割时,由于磨削阻力会产生大量的热,因此需加冷却液保证试样的充分冷却。为方便吊起整台切割机,在底座的两旁安装吊环。工作台下方安装两道筛子接取切割屑,底部安装内置水箱循环提供冷却液。
2.2传动机构设计
传动采用V带传动,带传动是一种柔性传动机构,它特别适合于轴间距比较大的场合。带传动是机械行业常用的传动方式,它能够缓冲和吸振,运行平稳,无噪声,应用简单。切割机系统中,主电机的功能为带动切割片高速旋转,由于带传动具有上述优点,系统选用带传动进行增速提高切割片的转速。两极传动保证摆臂旋转运动时不产生中心距的变化。
2.3冷却系统的设计
为了保证切割前后试样的金相组织不变,在切割的过程当中必须对试样冷却,冷却系统由水箱、冷却泵、出水管、回水管、过滤网组成。在上电后砂轮片旋转的同时,冷却泵开始工作,把水箱中的冷却液泵出,通过出水管喷射到砂轮上,冷却液在高速旋转的砂轮离心力的作用下,流向试样的切割部位,使得砂轮和试样同时冷却。冷却液通过过滤网过滤掉切屑后,由回水管流回水箱,节省了水资源,保证了切割质量。
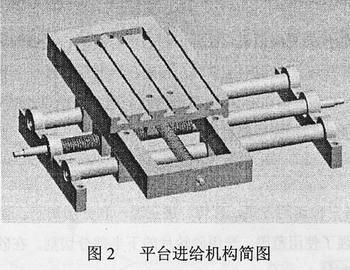
2.4进给机构的设计
由于大型试样切割机具备了两种切割模式,所以其进给也包括两部分,一是砂轮摆臂运行到下限值,工作台纵向运动,带动工件进给,从而对夹持工件进行匀速切割。二是砂轮摆臂运行到切割部位,按要求进行匀速切割,当工件尺寸较大时,可采用砂轮臂间歇运动,工作台纵向进给往复运动,扩大切割大型零件切割尺寸。而砂轮片的进给则是由步进电机通过蜗轮蜗杆带动横梁上下摆动,从而实现砂轮片的进给。
2.5夹具的设计
试样在切割过程中由于受到砂轮片的径向力和摩擦力,所以试样的夹具应装夹可靠,否则在切割时,不能保证试样的垂直度,而且砂轮片易损坏造成危险。此外,夹具应具有自锁功能,装夹方便。根据以上要求设计了一种快速夹紧夹具,其工作过程为:通过手柄推动夹具夹紧工件,然后旋转手柄,使夹具产生一个作用于工件的力,从而实现夹具的自锁。此夹具装夹工作台面上,随着工作台的进给而运动,切割时试样受力均衡,可以防止截断后毛刺的产生。而且操作简单、装夹方便,极大减轻了劳动强度,提高了切割的效率。
1
车间切割机
3 四轴大型金相试样切割机控制系统的硬件设计
3.1控制系统总体方案的确定
在切割机控制系统主要以顺序控制为主,大部分要求是开关量控制,控制系统的核心采用可编程序控制器(PLC),这是因为:切割机的工作环境非常恶劣,在切割工件时,会有较强的振动、噪声产生,而且由于需要冷却工件,工作环境潮湿,由于PLC的输入/输出系统功能完善,性能可靠,能够适应于各种形式和性质的开关量和模拟量信号的输入和输出;PLC的硬件结构全部采用模块化结构,可以适应大小规模不同、功能复杂程度及现场环境各异的各种控制要求,为控制系统的硬件设计提供了方便、快捷的途径,可以大大缩短整个系统设计、生产、调试周期,节约系统投资;PLC维护操作方便,扩展容易,具有较好的性能和较高的可靠性,能在恶劣的工业环境下正常运行,一般平均无故障时间可达几万小时以上,PLC具有较高的性能/价格比。另外,PLC还具有较完善的自诊断、自测试功能。所以采用可编程序控制器来实现系统的控制。
3.2砂轮片速度调节
由于砂轮片的转速对切割试样的质量影响较大,所以切割不同的试样时,砂轮片应具有不同的转速。例如:切割硬度大试样时砂轮片应转速较高;而切割铜、铝等较软的试样时砂轮片转速较低。为了凋节砂轮片的转速必须对异步电动机进行变频调速,这样使得砂轮片的转速范围加大。通过变频调速的电机可使砂轮片的转速从0 —3400r/min可调。
3.3工作平台横向进给和纵向进给的速度调节
进给动力主要是由步进电机带动丝杠旋转,从而带动工作台的前后或左右移动。步进电机的控制是由PLC来实现的,PLC产生两路信号,一路为步进脉冲信号 CP,步进电机驱动器每接收一个脉冲信号CP,就驱动步进电机旋转一步距角,脉冲信号CP的频率和步进电机的转速成正比,脉冲信号CP的个数决定了步进电机旋转的角度。另一路为方向电平信号DIR,当DIR为高电平时,步进电机顺时针旋转;相反,当DIR为低电平时,步进电机为逆时针旋转。这样,就可以通过调解PLC的输出信号来精确控制纵向进给的速度了。通过调整PLC的输出信号就能控制工作台的进给位置,达到精确定位的效果。进给机构示意图如图2所示。
4 控制系统的结构
由于本控制系统中有一台异步电动机,三台步进电机。可以使用单台PLC进行多个对象的控制,只要适当的选用高性能的PLC,就可以完全实现系统的控制功能。所以采用如图3所示的控制结构:本系统中,PLC利用传感器采集监控电机、变频器等有关的各类对象的信息,PLC经过对输入信息的处理,综合采集器所获得的信息,反馈控制监控对象。另一方面通过对输入和操作指令的分析、判断、进行综合处理,输出控制信号,实现对切割机的控制。同时对PLC采集的信息,对监控对象进行故障报警与参数显示。其具有切割方式选择控制,系统的启动、停止控制,切割状态的显示,切割速度的显示,事故报警显示等。
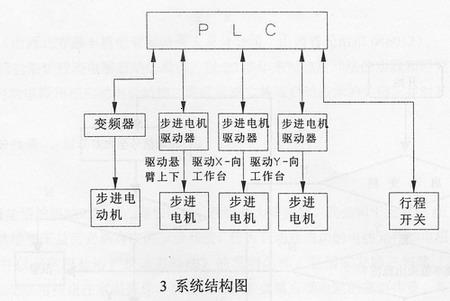
系统中,当选择进三退一的切割方式时,PLC 对变频器和驱动悬臂上下运动的步进电机驱动器发出控制信号,且根据传感器采集的信号自动调节变频器的频率,使得砂轮片的转速能够根据切割时砂轮片受力的不同而改变。当选择逐层切割的方式时,PLC不仅对变频器和驱动悬臂上下运动的步进电机驱动器发出控制信号,而且对驱动X-向和Y-向运动的步进电机驱动器发出控制信号,实现工作台的往复运动。其中变频器能够接收PLC输出的模拟信号对其输出频率进行控制,从而调节砂轮的转速;变频器还具有完善的自我保护和电机保护功能,它能够向PLC反馈自身的工作状态信号,当发生故障时,向PLC发出报警信号。
5 控制系统的软件设计
切割机功能的实现离不开控制系统的软件,而且软件是控制系统的灵魂。控制系统的软件设计主要包括系统主程序的设计和各个功能模块子程序的设计,其中各功能模块的设计主要有上位机与PLC之间通讯子程序的设计、变频器控制程序设计、步进电机控制程序设计、交流低速电机的设计等。
5.1控制系统主程序的设计
主程序的功能包括系统的初始化和系统的控制,由于切割机需要控制的对象较多,所以系统的控制部分比较复杂,它在接收PLC命令对系统进行设置后,还要根据要求切割过程完成输入信号的循环监控,并输出不同的信号对系统的各个执行部件进行控制,使其协调工作,完成工件的切割。系统的主程序流程图如图4所示。
5.2变频器的控制程序
变频器的控制实现砂轮片的无级调速,根据切割的状态能够自动调节转速。出现异常时能够报警。系统的流程图如图5所示。在切割工件时,首先,给定变频器一个频率值,如果频率值超过50Hz电机将不能启动,若频率值在0—50Hz范围内时,电机开始以此频率旋转,切割过程中,如果有异常将报警,否则直至切割完毕停机。
6 结论
(1)切割机系统具备三种切割方式,直切、进三退一和分层切割。使切割机能够高效率的切割不同尺寸的零件,增强了使用范围。选用砂轮片的下半部分切割,在砂轮片尺寸一定时,最大限度的提高了切割机切割能力。
(2)采用变频调速技术对砂轮片的转速进行控制,实现了砂轮转速的自动调节,保证了试样的切割质量。
(3)采用一种先进的进退刀自动执行机构,可方便的实现手动操作和自动功能。同时,可通过控制步进电机的转速直接调节进给速度,减少了复杂的机械减速装置,简化了系统机构,提高了传动效率。
(4)研制出一种操作方便的夹具,使得工件的装夹可靠、方便、灵活,极大的减轻了操作人员的劳动强度。








 豫公网安备41019702003646号
豫公网安备41019702003646号