

 手机资讯
手机资讯 官方微信
官方微信
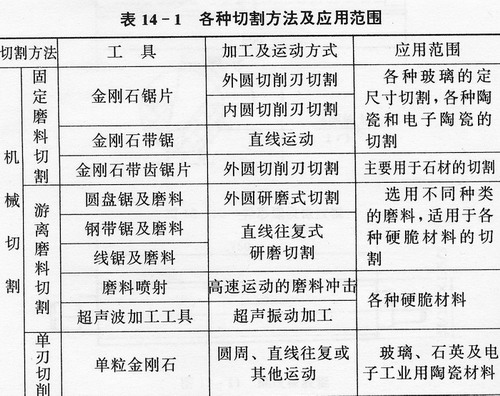
1.切割硬脆非金属材料有哪些方法?各适用于什么范围?
切割是加工硬脆非金属材料应用最广泛的方法之一。目前主要的切割方法和它们的应用范围见表14-1。
2.怎样用线锯、带锯和圆锯切割硬脆非金属材料?
线锯和带锯的切割原理,是将金属丝或宽度很窄的薄钢带适当地张紧,并以一定的速度和压力,相对于切割的工件作往复运动,在切割的过程中,在金属丝或钢带与工件之间不断添加混有磨料的切削液,便可对工件进行切割。
手动弓锯是人工使φ0.5~0.7mm的铁丝或钢丝做往复运动,并在切割部位不断浇注混有磨料的切削液,从而进行切割。机械线锯的金属丝由机械传动做往复运动的,工件做进给运动。为了减小切口的宽度,金属丝一般使用φ0.1~0.25mm的钨丝或钢丝。金属丝的速度可高达1000m/min。磨料可根据被切工件的硬度,选用碳化硅、氧化铝和金刚石,粒度为150号~180号,混在机油、煤油或水中使用。
线锯和带锯均有单刃和多刃的切割机,多刃的切割机用于成批生产。图14-1是多线切割机原理示意图。导线由微电机驱动,做往返运动。在工件上加适当的荷重,使其自动进给。在切割过程中,金属丝逐渐磨损,在金属丝传送的过程中,有杠杆机构控制,不断供给新线,以防断线。

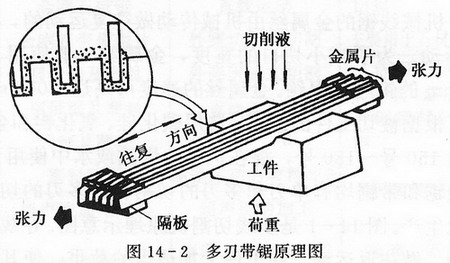
图14-2是多刃带锯原理图,锯片用0.1~0.3mm的弹簧钢带,锯片的切削刃可多达200~300个。切割效率较高,发热量少,被切割表面质量好,工件变形小。要求在锯片安装时有较高精度,否则影响工件的平行度和平面度。
圆锯切割的原理与线锯和带锯的原理基本相同。圆锯的锯片材料是低碳钢或铜的薄片,厚度为0.8~1.5mm,直径为200~300mm。切削速度为150~400m/min,在切割区要充分供给混有磨料的切削液。磨料一般选用80~100粒度号的碳化硅或碳化硼,将它与水或油混合使用。为了提高粘度,可在切削液中加些粘土。切削液可以浇注,也可以浸在切削液中切割。圆锯盘的线速度不高,切割效率较低,适用于小批量生产。

3.怎样用金刚石锯片切割硬脆非金属材料?
金刚石锯片的切割原理与金刚石磨轮磨削原理相同。它分外圆切割和内圆切割两种。它是将一定粒度的金刚石粉,电镀或烧结在高强度合金钢圆片上,如图14-3和图14-4所示。
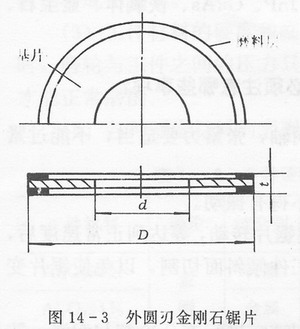
(1)外圆切割:外圆切割所用金刚石锯片的结构如图14-3所示,直径为φ50mm~φ400mm,锯片厚度为0.15~1.5mm。切割速度为28~40m/s左右。工件用机械夹紧或粘结剂(松香、虫胶和沥青等的混合剂)固定在衬板或夹具上。利用重锤或液压、气压实现自动进给。外圆切割主要用于玻璃(液晶元件用的基片、棱镜等)、石英玻璃、陶瓷材料和铁氧体的切割。对于石材等具有特殊需要的切割,金刚石锯片可以特制,厚度增大,最大直径可达4m。
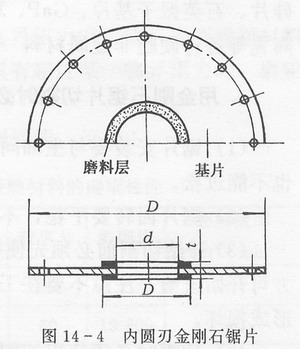
(2)内圆切割:内圆切割用的金刚石锯片如图14-4所示。目前我国生产有φ50mm、φ75mm、φ100mm、φ125mm和φ150mm各种规格的锯片和相应的机床。锯片厚度为0.2~0.35mm。切割速度宜在16m/s以上。内圆切割切片的平行度和平面度可达0.01mm,最薄的切片厚度可达0.1mm。切割时,锯片固定在机床主轴上旋转,工件用重锤或液压、气压实现自动进给。它主要用于切割电子工业材料,如硅片、石英振子基片、GaP、InP、GaAs、铁氧体、蓝宝石、陶瓷等各种硬脆非金属材料。
4.用金刚石锯片切割时必须注意哪些事项?
(1)锯片安装要与主轴同轴,张紧力要适当,不能过紧也不能过松。
(2)锯片回转要平稳,不得有振动。
(3)开始切割前必须先使锯片转动,等达到正常速度后,方可开始进给。注意不要在工件倾斜面切割,以免使锯片变形或损坏。
(4)切割时必须使用切削液,进行充分冷却与润滑,防止切屑粉末堵塞锯片,以提高锯片的使用寿命。在可能的情况下,应使用矿物油作切削液,以提高生产效率。
(5)被切割的工件,一定要安装牢固、可靠,否则如在切割过程中松动,会引起严重事故。
5.用金刚石磨削硬脆材料有哪些特点?
各种硬脆材料的磨削,基本上都采用金刚石磨轮来磨削,磨削时有以下特点:
(1)法向磨削力大:磨削硬脆材料时的法向磨削力比切向磨削力大5~10倍。尤其是采用端面磨削时,它的法向磨削力比切向磨削力大30倍左右,所以要求机床要有足够的刚度。
(2)工件材料的抗弯强度增高,磨削比将减小:硬脆材料的磨削比与工件材料的抗弯强度和组织致密度成反比。如TiC、TiN、WC—Co硬质合金比陶瓷的抗弯强度高,它的磨削比将成倍减小。
(3)工件材料的硬度和临界压力成正比:磨削硬脆材料时,磨轮与工件之间的压力只有超过某一临界压力时,磨轮才能正常磨削。
(4)各种硬脆材料的磨削性能:见表14-2。
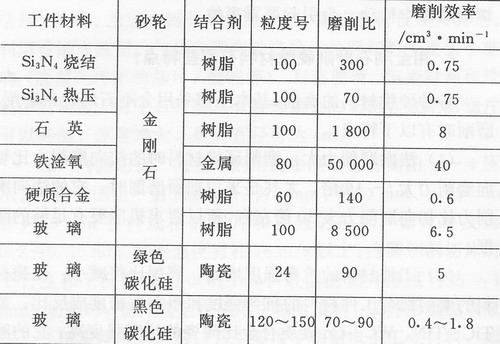
6.磨削硬脆材料时怎样选择磨轮?
(1)金刚石磨料的选择:我国生产的人造金刚石磨料分四种型号:人造金刚石I型,代号RVD(JR1),粒度46号~280号,主要用于制造树脂结合剂磨具,磨削硬质合金及硬脆非金属材料;人造金刚石Ⅱ型,代号MBD(JR2),粒度为46号~280号,主要用于制造金属结合剂磨具,磨削硬质合金及硬脆非金属材料;人造金刚石Ⅲ型,代号SCD(JR3),粒度为36号~120号,主要用于制造切割硬脆材料的工具及一般地质钻探的钻头;人造金刚石Ⅳ型,代号SMD(JR4),粒度为30号~120号,主要用于制造硬脆非金属材料的加工及修整工具和硬地质层钻探的钻头。
(2)粒度的选择:金刚石磨轮粒度的大小对磨削比、磨削效率和工件表面粗糙度影响很大。粗粒度磨轮,它的磨削比和磨削效率高,工件表面粗糙度也大,反之则低。一般情况下粒度的选择是:切割时为60号~80号,精切割时为80号~240号,粗磨时为60号~120号,半精磨时为120号~180号,精磨时为240号~W40。
(3)结合剂的选择:金刚石磨料通过结合剂固定在磨轮上,它对磨削特性有很大影响。应根据不同的磨削对象、磨削要求、磨削方法来选择结合剂。树脂结合剂和金属结合剂的磨削比,比陶瓷结合剂的磨轮高5倍以上。树脂结合剂磨轮的磨削表面粗糙度低,而且工件棱角崩碎的情况最小。陶瓷结合剂的磨削力比其他两种结合剂的磨轮磨削力小。
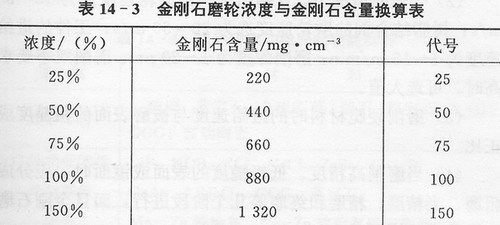
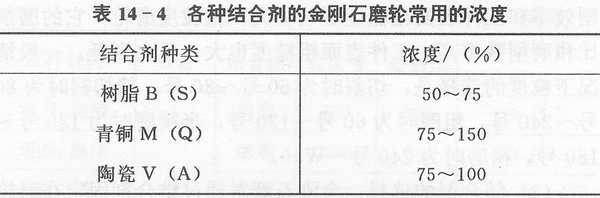
(4)浓度的选择:金刚石磨轮的浓度,是指磨轮的金刚石层中,单位体积内的金刚石含量。浓度与金刚石含量的换算关系见表14-3,几种结合剂的金刚石磨轮常用的浓度见表14-4。
对于工作面宽的磨轮和成形磨及粗磨,应选较高的浓度。半精磨和精磨应选中等浓度。对于低粗糙度、高精度磨削,应选低浓度。
7.怎样确定磨削硬脆材料的工艺参数?
硬脆非金属材料的力学性能差异很大,在确定磨削的工艺参数时,应注意下列事项:
(1)磨轮的磨削速度增加,磨粒的脱落将减少,但磨损的磨粒会增加。
(2)一般的情况下,青铜结合剂的磨轮速度选为15~25m/s;树脂结合剂的磨轮速度选为20~30m/s;工件的进给速度为1~15m/min;磨削深度为1~20μm。磨削效率要求高时,可选大值。
(3)磨削硬脆材料时的进给速度与被磨表面的粗糙度成正比。
(4)当磨削高精度、低粗糙度的表面或镜面时,应分成粗磨、半精磨、精磨和终磨等几个阶段进行,而且金刚石磨粒的粒度将逐渐减小。
(5)磨削硬脆材料应使用切削液,以防止被磨下的粉状切屑残留在工件和磨轮表面上,使磨轮失去锋锐性。一般情况下,选用水溶性乳化液或粘度低的油类。








 豫公网安备41019702003646号
豫公网安备41019702003646号