

 手机资讯
手机资讯 官方微信
官方微信
丝锥中径误差是丝锥生产中经常遇到的一个问题,它对质量有严重的影响。由于螺纹的接触面主要在螺纹的单侧齿面上及中径尺寸上,中径产生误差将造成螺纹齿厚的变化以及结合强度的减弱,会加快齿面磨损,影响丝锥的相邻和局部螺距累积误差,造成旋转力矩不均,影响传动和位移精度。可见丝锥中径产生误差引起的后果是非常严重的。
如何满足丝锥的精度要求,保证产品质量,消除中径误差、排除螺纹磨床出现的故障是丝锥螺纹磨工序中经常遇到的一个难题。
螺纹的中径精度可分为:中径尺寸公差;中径圆度;中径锥度。中径尺寸误差产生的主要原因是砂轮架快速进给重复定位精度不好以及横进刀手轮重复定位精度不稳定。这个问题好判断,检修相对容易。中径锥度误差的产生主要针对于加工丝杠等较长螺纹产生的误差,对生产丝锥来说,可以不用考虑。这里主要讨论丝锥中径圆度超差问题。中径圆度超差,即常说的“活扁”。我厂有两台英制7901型螺纹磨床,多年来都不同程度地存在着“活扁”一直没有解决。下面就通过理论和实际工作中的经验对可能造成中径圆度超差的影响因素以及修理中解决的办法作简要介绍。
头架主轴旋转精度超差这是由于头架主轴与轴承间的配合间隙过大所致。这项精度的超差将1:1 地直接反映到加工的丝锥中径上。对于我厂螺纹磨床的头架主轴来说,有一类是头架顶尖不转,俗称“死顶尖”。故不存在这一问题。但另一类螺纹磨床为头架顶尖与主轴一起回转的活顶尖形式,这类机床头架主轴的径向跳动不应超过0.01mm,如果超过0.01mm,则说明旋转精度超差。对于滚动轴承形式的,需要更换轴承、配磨隔垫;对于滑动轴承结构形式的,则需要调整轴瓦,重新研磨,以达到头架主轴的精度要求。
顶尖锥面的跳动超差这指的是前后顶尖锥面不圆。既包括顶丝锥的60°锥面,又包括装于工件主轴和尾座套筒的莫氏锥面。这项精度要求锥面跳动应在0.005mm以内,否则需要更换及修磨。
对于头架主轴为“活顶尖”结构的螺纹磨床,头架顶尖跳动对丝锥的影响比尾座顶尖跳动对丝锥的影响要大。为了消除头架顶尖旋转中所产生的综合误差,这类螺纹磨床都有头架顶尖自磨装置。例如Y7520WMM582、苏制MM5K822B 型等,经过自磨后的顶尖跳动能达到0.003mm以内。英国79系列的螺纹磨床由于未带自磨顶尖的附件,故经常出现中径圆度超差的问题。所以,如为 7901配上一套自磨顶尖装置,估计将很大地改善“活扁”这一难题。
丝锥中心孔的锥面不圆这是由于前序中心孔未打好,这也是经常出现的一个问题。解决办法就是修磨中心孔,并保持与顶尖接触面积在80%左右。
头架拨盘安装有偏差如果拨杆上的螺钉将丝锥方尾夹固得太紧,会造成拨盘上的误差传入螺纹。解决办法是校正拨盘的偏差,使拨杆上的螺钉同丝锥方尾有微量间隙。
工作台运动不平稳这时检查滚柱框是否保证每只滚柱都能平稳地滚动。另外床身导轨的局部磨损,造成几何精度丧失,也将使工作台运动不平稳。下面分析导轨三项误差对丝锥加工精度的影响:
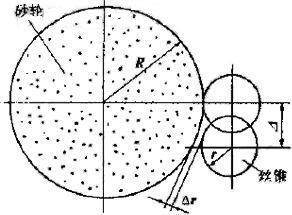
纵向导轨在垂直平面内的直线度对丝锥中径尺寸的影响由图1可看出,由于导轨在垂直平面内的直线度误差,使丝锥中心比砂轮中心低∆值,此时丝锥半径增量∆r 可用下式算出:
设砂轮半径R=200mm,丝锥中心比砂轮中心低∆=0.05mm,丝锥半径r=10mm
可见,导轨在垂直平面内的直线度对丝锥中径精度的影响极小。
纵向导轨在水平平面内的直线度对丝锥加工精度的影响这项误差对丝锥加工精度有直接的影响。若V型导轨中间相对砂轮架凹时,则磨出的丝锥中径呈鼓形;反之则磨成马鞍形。
两导轨平行度对丝锥中径精度的影响设V导轨没有误差,平导轨纵向有倾斜。如图2所示,工作台沿床身导轨移到某一位置,倾角为a,丝锥中心由O点移到O1点,造成半径误差为
可见两导轨的平行度对丝锥中径精度的影响是相当大的。同时,7901型之所以比79型“活扁”的程度要严重,正是由于床头部分设计的结构所致。7901型经过公制改进,导轨面到顶尖中心高H增加约20mm,由式d=H·∆/l中心可知,H与d成正比关系。所以,从导轨磨损方面来说,7901型比79型更容易出现丝锥中径圆度误差。
尾座的影响尾座经过长期使用,套筒与尾座壳体的配合间隙会因磨损而增大,造成磨削过程让刀,从而产生中径误差。经过修理后的套筒与尾座壳体间的间隙应在0.008mm以内。另外,还要使尾座套筒轴心线与工作台移动的平行度允差为0.02/100mm。
工作台丝杠、丝母的同轴度及与工作台运动方向平行度超差由于丝杠、丝母不同轴,造成传动的忽快忽慢。又因与纵向导轨不平行,导轨阻力时大时小,工作台在运动过程中微量变动,造成周期性误差。
传动链误差的影响头架主轴箱内各传动零件如齿轮、万向联轴节等的磨损引起的运动误差和安装时的偏心误差,将能够造成丝锥转动时的角速度不均匀,影响丝锥的中径精度。
在实际工作中,出现误差很多时候是几种因素共同影响的结果。例如,解决7901“活扁”问题就是如此。影响的因素虽然很多,但在修理中只要仔细地一项一项找,一项一项排除,最终是一定能够解决的。








 豫公网安备41019702003646号
豫公网安备41019702003646号