

 手机资讯
手机资讯 官方微信
官方微信
摘要:采用铜粉、还原铁粉、铸铁粉并辅以改善铁粉和铸铁粉末冶金性能的金属添加剂作配方,烧制出适合现有生产条件的ELID磨削用砂轮磨块。性能检验表明该配方满足了ELID磨削要求。
ELID磨削独特的加工方式和加工环境,对砂轮提出如下要求:(1)金属结合剂对超硬磨料的把持强度要大,防止在磨削受力过程中磨料从结合剂上脱落;(2)为了提高磨削效率,要求烧结砂轮时,结合剂中各种成分的配比合理,保证在ELID磨削过程中,电解均匀,参加磨削的磨粒数量多而稳定;(3)为了保证磨削质量,ELID磨削中对砂轮表面电解钝化膜的形成速度、成膜质量有较高要求,电解膜的厚度要厚,质地要坚实不易脱落。
根据上述要求,铁或铸铁做为ELID磨削用砂轮结合剂是最合理的。但由于铁的熔点高,造成结合剂与金刚石或CBN磨料的烧结温度高,因而带来一系列间题:使用设备的要求高,高温烧结中防止金刚石磨料石墨化和氧化的保护工艺复杂、昂贵,而国内厂家现有的设备工艺水平达不到要求。如何在保证ELID磨削使用要求的前提下,根据国内厂家现有设备工艺水平制造出金属结合剂砂轮,是本文研究的内容,也是ELID磨削技术在我国推广应用中鱼待解决的难题。
1 新型金属结合剂超硬砂轮的研制
日本最早开发出铸铁结合剂金刚石砂轮,主要是以灰铸铁切屑经球磨粉碎筛选后的粉末、径基铁粉、镍粉作结合剂,与磨料混合后在高温1120℃左右,真空或氮气保护下烧结而成。其制造过程中,要求设备工艺水平很高,而我国现有的生产加工条件还达不到那样高的要求,即使勉强达到,成本也很高。因此根据国内厂家(如哈尔滨砂轮厂)的设备和工艺水平,在金刚石碳化温度1000℃以下(金刚石与铁接触时1000℃开始石墨化)、碳保护的烧结条件下烧结出新型金属结合剂砂轮磨块,经性能测试达到ELID磨削的要求。
试验中,为了降低成本,以浓度为100%的Si以粒度W28-W40)代替金刚石磨料,以还原铁粉、还原铜粉为主,辅以不同成分的金属添加剂粉末,在350MPa的压力下,压制成Ø20mm的磨料,按图1所示烧结工艺烧结成试验用的磨块。磨块配方选择主要是根据已有铜基金刚石砂轮的配方,依次将铜的比例减少,相应地增加铁和铸铁的比例,同时加人少量金属添加剂配制而成,如附表所示。添加剂TJ1、TJ2,主要作用是降低烧结温度,其与Fe、Cu形成的合金对砂轮的电解起抑制作用,同时它们的溶解度是有限的。所有的金属添加剂含量控制在8%左右。过量的添加剂会使合金组织发生偏析,结合剂性质变脆,磨削时容易碎裂,烧结时也容易溢出液体。
| 序号 | 铜 | 铁 | 铸铁 | TJ1 | TJ2 | TJ3 |
|---|---|---|---|---|---|---|
| 1 | 92 | 4 | 3 | 1 | ||
| 2 | 50 | 42 | 2 | 5 | 1 | |
| 3 | 45 | 47 | 2 | 5 | 1 | |
| 4 | 40 | 54 | 5 | 1 | ||
| 5 | 35 | 54 | 5 | 5 | 1 | |
| 6 | 20 | 72 | 2 | 5 | 1 | |
| 7 | 10 | 82 | 2 | 5 | 1 | |
| 8 | 50 | 32 | 10 | 2 | 5 | 1 |
| 9 | 45 | 27 | 20 | 2 | 5 | 1 |
| 10 | 40 | 22 | 30 | 2 | 5 | 1 |
| 11 | 20 | 19 | 50 | 5 | 5 | 1 |
| 12 | 10 | 22 | 60 | 5 | 2 | 1 |
在砂轮磨削的烧结过程中,结合剂中的金属添加剂TJ1、TJ2在500℃左右时就已先期熔化,填充在铜、铁、铸铁粉末的空隙中,将整个粉末颗粒包裹起来,铜、铁和铸铁颗粒的高部位不断大量溶解于液相中,这样使铜、铁和铸铁等高熔点金属粉末的界面上在很低温度时就开始了熔化溶解的过程,在它们的界面处形成合金。这不仅使结合剂的熔点大大降低,也使熔化过程大大加快,合金化过程更充分;同时粉末空隙中的空气也被液相排出,保护了金属粉末不被氧化。在这个过程中,TJ1和TJ2起着诱导剂作用,诱导铜粉快速充分溶解融化,诱导铁、铸铁局部溶解形成均匀熔融的塑性体,使其冷却收缩后对金刚石产生牢固的镶钳力量。TJ3用于提高合金的耐磨性。
2 新砂轮磨块的试验
根据ELID磨削砂轮的评定特性,对烧结成的砂轮磨块的磨损率,电解活化与钝化曲线以及生成钝化膜的粘附强度、硬度、厚度进行了测试。试验结果如图2~7所示。
从图2可以看出,磨块中铜的含量增大,砂轮磨损率增大。这是因为铜的强度、硬度和耐磨性相对比铁低,结合剂基体中铜的含量越多,砂轮磨块的强度、硬度和耐磨性越低,砂轮磨损率越大。
尽管铸铁的机械性能比铁好,但随着铸铁含量的增加,砂轮磨损率增大。这主要是因为铸铁的熔点很高,在我们使用的设备条件下,很难使铸铁达到熔融状态,因此铸铁粉与铜粉、铁粉和磨料之间的结合力弱,致使砂轮酥软,容易脱落,如图3所示。

从图4~6可以看出,随着磨块中铜含量的增加,电解后生成钝化膜的粘附强度(用单位面积钝化膜被吹掉所用的时间s表示)下降,硬度(以钝化膜干燥后单位面积上能承受的载荷N表示)和厚度增大,这是因为铜的含量决定着电解速度。铜的含量大,电解速度快,电解出的铁离子浓度大,与磨削液反应生成的钝化膜厚度大、硬度高、粘附强度低。
在进行砂轮磨块配方设计时,通过调整控制铜粉和铁粉、铸铁粉的配比,可以得到不同的电解活化和钝化曲线,如图7所示。当采用7号磨块配方时,得到的电解活化钝化曲线最好,生成钝化膜质地均匀、致密、粘附强度高。这种结合剂配比可使砂轮的电解均匀,成膜速度快,膜的致密性好,能很好地满足ELID磨削的要求。
3 实际应用效果
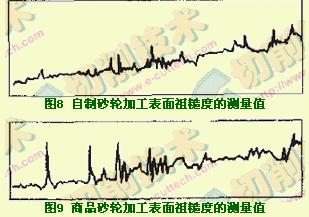
分别采用7号磨块的配方和上述烧结工艺烧制出的W40铁基金刚石砂轮和同样粒度的商品铁基金刚石砂轮(郑州环球砂轮厂制造)加工SiC陶瓷环内圆,加工表面粗糙度Ra分别<0.03µm、<0.032µm,如图8、9所示。
4 结论
磨块中铜粉的含量决定着砂轮的电解速度,铁粉的含量影响着生成钝化膜的性能,两者的配比决定着砂轮在ELID磨削中性能的好坏。实验得出,当砂轮中铜粉和铁粉的重量比为10:82时,砂轮的ELID磨削性能最好。
在现有的烧结设备和工艺水平下,铸铁粉的含量不宜过多。当采用性能较高的设备和工艺时,可适当地增加结合剂中铸铁粉的含量,相应地减少铁粉、铜粉的含量,可使砂轮的ELID磨削性能有更好的提高。
砂轮电解活化与钝化性能的好坏取决于生成钝化膜致密性,而与钝化膜的硬度、厚度等关系不大。








 豫公网安备41019702003646号
豫公网安备41019702003646号