

 手机资讯
手机资讯 官方微信
官方微信
一、前言
切削液通常是大多数机加工中不可缺少的生产要素之一,对保证加工精度、提高表面质量和生产效率具有重要作用。随着全球环境意识的增强以及环保法规的要求越来越严格,切削液对环境的负面作用也越来越明显。
据统计,二十年前,切削液的费用不到工件成本的3%左右,目前,在高生产率的生产企业,切削液的供给、保养及回收处理费用加在一起要占到工件制造成本的13%-17%,而刀具费用仅占2%-5%。在与切削液有关的总费用中,有22%左右是切削液的处理费用。
据估计,如果20%的切削加工采用干式切削加工,总的制造成本可降低1.6%。对环境无污染的绿色制造被认为是可持续发展的现代制造业模式。而在加工过程中不用任何切削液的干切削正是控制环境污染源头的一项绿色制造工艺,它可获得洁净、无污染的切屑,省去了切削液及其处理等大量费用,可进一步降低生产成本3。
因此,未来切削加工的方向是不用或用尽量少的切削液。随着耐高温刀具材料和涂层技术的发展,使得干加工在机械制造领域变为可能。干切削(DryCutting)技术就是在这样的历史背景下应运而生,并从九十年代中期以来迅速发展起来的,其发展历史至今不过十年,是先进制造技术的一个前沿研究课题。
二、干切削技术
干式切削是一种在加工过程中不使用切削液的加工方法。干切削不是简单地停止使用切削液,而是要在停止使用切削液的同时,保证高效率、高产品质量、高的刀具耐用度以及切削过程的可靠性,这就需要用性能优良的干切削刀具、机床以及辅助设施替代传统切削中切削液的作用,来实现真正意义上的干切削。
首先,要了解切削液在传统切削过程中的作用,一般切削液有三个主要作用:
1)冷却作用,带走切削产生的热量,减少刀具磨损,防止工件表面氧化;
2)润滑作用,减小摩擦,降低切削力,保证切削顺畅;
3)排屑作用,迅速带走工件表面的切屑,并防止切屑划伤工件表面。
但从环境保护方面考虑,切削液的负面效应也愈加明显,主要表现在以下几个方面:
1)加工过程中产生的高温使切削液形成雾状挥发,污染环境并威胁操作者的健康;
2)某些切削液及粘带该切削液的切屑必须作为有毒有害材料处理,处理费用非常高;
3)切削液的渗漏、溢出对安全生产有很大影响;
4)切削液的添加剂(如硫、氯等)会给操作者的健康造成危害并影响加工质量。
另外,对切削过程的大量研究也表明了切削液传统的冷却、润滑和排屑等作用在很多加工过程中尤其是高速切削中得不到充分而有效的发挥。因此,人们试图不用或少用切削液来改变这种状况,以适应清洁生产工艺和减小生产成本的要求。干切削加工技术就是在这种情况下产生的一种先进加工方法。采用干切削技术不仅可以减少切削液的环境污染,改善操作者的工作条件,而且省去了切削液的相关费用,降低了切屑回收处理的成本。干切削技术对机床和刀具技术提出了更高的要求。近年来工业发达国家非常重视干式切削研究。干式切削加工这种新型加工方法是未来金属切削加工的发展趋势之一。
三、干切削技术研究的现状
干切削技术是为适应全球日益高涨的环保要求和可持续发展战略而发展起来的一项绿色切削加工技术。1995年干切削的科学意义被正式确立,1997年的国际生产工程研究会(CIRP)年会上,德国Aachen工业大学的F.Klocke教授作了“干切削”的主题报告;1999年1月在美国国家科学基金“设计与制造学科”受资助者会议上,国际著名的刀具制造厂MAPAL公司的总裁B.P.Erdel博士也作了有关美国干切削发展的主题报告,干切削技术已经在各国工业界和学术界引起广泛的关注。目前包括欧洲、美国和日本等工业发达国家,非常重视干切削的研究,干切削技术已经成功应用到了生产领域,这与这些国家的工业基础雄厚和环保法规特别严格有一定的关系。其中德国企业尤为普遍,在大批量生产中,已有10%-15%的加工采用干切削技术,并且取得了良好的经济效益,世界许多知名的机床厂商在他们的产品目录中都有干切削机床加工中心。日本在干切削方面也进行了大量研究,最近他们已开发成功几种不使用切削液的干式加工中心。在其中的一种机床上,装有液氮冷却的干切削系统,从空气中提取高纯度氮气。在常温下以5-6个大气压的压力将液氮送往切削区,可顺利实现干切削。
我国干切削技术的研究也已起步。成都工具研究所、山东工业大学和清华大学等单位对超硬刀具材料(如陶瓷、立方氮化硼、金刚石等)及刀具涂层技术进行过系统的研究,并取得了不少的研究成果。我国陶瓷刀具目前已形成了一定的生产能力,这些都为干切削技术的研究与应用提供了初步的技术基础。北京机床研究所开发成功的KT系列加工中心能实现高速干切削。但总的来说,我国在干切削理论研究方面和国外还存在较大的差距,在工业中的应用规模更小,有待于我们今后加快研究与推广应用。
四、干切削的刀具技术
干切削技术是一项庞大的系统工程,需要从刀具技术、机床结构和工艺过程等各方面采取一系列的措施。本文将重点介绍干切削的刀具技术。 设计干式切削刀具时,不仅要选择适用的刀具材料和采用的涂层,而且应当综合考虑刀具材料、刀具涂层和刀具几何形状之间的相互兼顾和优化。
不同的切削加工方式对刀具设计提出了不同要求,干式切削刀具必须满足以下条件:
1)刀具材料应具有良好的耐热性和耐磨性;
2)切屑与刀具之间的摩擦系数应尽可能小;
3)刀具的槽型应保证排屑流畅、易于散热;
4)刀具应具有较高的强度和抗冲击韧性。
下面分别从刀具材料、涂层和几何形状三个方面讨论。 1.采用新型的刀具材料
近十几年,高硬度材料的出现,为干式切削提供了可能。干切削不仅要求刀具材料具有极高的红硬性和热韧性,而且还必须有良好的耐磨性、耐热冲击和抗粘结性。目前应用于干式切削加工的刀具材料主要是:超细硬质合金、陶瓷、立方氮化硼和聚晶金刚石等超硬度材料。
图1列出了几种刀具材料的硬度与温度的关系。超细硬质合金可以提高普通硬质合金的韧性,具有很好的耐磨性和耐高温性,可制作大前角的深孔钻头和刀片,用于铣削和钻削的干式加工。
陶瓷刀具(Al203,Si3N4、金属陶瓷(Cennet)等材料的硬度在高温下也很少降低,即具有很好的红硬性,因此很适合于一般目的的干切削而无须冷却液[1131。但是这类材料一般较脆,即热韧性不好,故不适用于进行断续切削。也就是说,陶瓷刀具较适合用于进行干车削而不适用于干铣削。
立方氮化硼(CBN)材料的硬度很高,达HV3200~HV4000,仅次于金刚石,热传导率好,达1300W/MK,具有良好的高温化学稳定性,在1200℃下热稳定性很好。采用CBN刀具加工铸铁,可大大提高切削速度,用于加工淬火钢,可以以车削代替磨削。聚晶金刚石(PCD)刀具硬度非常高,可达HV7000~HV8000,热导率可达2100 W/MK,线膨胀系数小。PCD刀具切削时产生的热能可以很快从刀尖传递到刀体,从而减少刀具热变形引起的加工误差。PCD刀具比较适用于干式加工铜、铝及铝合金工件。
2.采用涂层技术
对刀具进行涂层处理,是提高刀具性能的重要途径。近十年来,刀具涂层技术发展非常迅速,涂层材料多达15种,有的刀具在刀体上的涂层多达13层。涂层工艺也越来越成熟,随着技术的发展,现已解决了涂层与基体材料结合强度低的技术难题。涂层刀具分两大类:一类是“硬”涂层刀具,如TiN,TIC和Al203等涂层刀具。这类刀具表面硬度高,耐磨性好。其中TIC涂层刀具抗后刀面磨损的能力特别强,而TiN涂层刀具则有较高的抗“月牙洼”磨损能力。另一类是“软”涂层刀具,如:MOS2,W S等涂层刀具。这类涂层刀具也称为“自润滑刀具”,它与工件材料的摩擦系数很低,只有0.01左右,能有效减少切削力和降低切削温度。例如瑞士开发的“MOVIC”涂层丝锥,刀具表面涂覆有一层MOS2。切削实验表明:未涂层丝锥只能加工20个螺孔;用TiAlN涂层丝锥时可加工1000个螺孔,而MoS2涂层的丝锥可加工4000个螺孔。高速钢和硬质合金经过PVD涂层处理后,可以用于干切削。原来只适用于进行铸铁干切削的CBN刀具,在经过涂层处理后也可用来加工钢、铝合金和其他超硬合金。 实际上 ,涂层有类似于冷却液的功能,它产生一层保护层,把刀具与切削热隔离开来,使热量很少传到刀具,从而能在较长的时间内保持刀尖的坚硬和锋利。表面光滑的涂层还可以减少摩擦来降低切削热,保持刀具材料不受化学反应的作用,因为在大多数高速干切削中,高温对化学反应有很大的催化作用。TiAlN涂层和Mo2软涂层还可交替涂覆,形成一个多涂层刀具,既有硬度高、耐磨性好的特性,又有摩擦系数小、切屑易流出的优点,有优良的替代冷却液的功能。在干切削技术中,刀具涂层发挥着非常重要的作用。
3.刀具几何形状设计
干切削刀具通常以月牙洼磨损为主要失效原因,这是因为加工中没有切削液,刀具和切屑接触区域的温度升高所致。因此,通常应使刀具有大的前角和刃倾角,但前角增大后,刀刃强度会受影响,此时应配以适宜的负倒棱或前刀面加强单元,这样使刀尖和刃口会有足够体积的材料和较合理的方式承受切削热和切削力,同时减轻了冲击和月牙洼扩展对刀具的不利影响,使刀尖和刃口可在较长的切削时间里保持足够的结构强度。 近几年来,国外开发了许多大前角车削刀片(如美国Carboloy公司推出的一种ME-13新型硬质合金刀片上的前角达34°)和带正前角的螺旋形刀刃铣削刀片(这种刀片沿切削刃几乎有恒定不变的前角,背前角或侧前角可由负变正或由小变大),旨在减少机床的驱动功率,并通过减小切削力,降低切削温度来满足干切削时对刀具的要求。 日本三菱金属公司开发出一种适用于干切削的“回转型车刀”,该刀具采用圆形超硬刀片,刀片的支持部分装有轴承,在加工中刀片能自动回转,使切削刃始终保持锋利,具有工效高、加工质量好、刀具寿命长等特点。
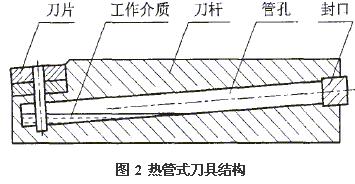
还有一种热管式刀具也可以获得较理想的干切削效果。图2所示为热管式车刀。它们的结构与普通车刀基本相同,所不同的是在刀杆体内部制成了热管。热管内的工作介质一般为丙酮、乙醇和蒸溜水三种。热管是一种高效的传热元件,它利用的是沸腾吸热和冷凝放热这两个最强的传热机理,热管的热导率是相当的银、铜棒的几百倍。热管刀具是一种自冷却刀具,故无需再从外部浇注切削液,尤其适合于在数控机床、加工中心和自动生产线上应用。
五、总结和展望
干式加工与湿式加工相比,不但提高了生产效率,降低了生产成本,而且有利于环保,是一种理想的、清洁的金属切削加工方法。干切削技术从出现到现在不到十年的历史,它是一种新兴的绿色制造技术。二十一世纪的制造业对绿色环保的要求越来越高,干切削技术作为一种绿色制造工艺对于节省资源、保护环境和降低成本具有重要意义。随着机床技术和各种超硬耐高温刀具材料及其涂层技术的迅猛发展以及相关工艺研究的深人,干切削技术必将在金属切削领域得到广泛的应用。









 豫公网安备41019702003646号
豫公网安备41019702003646号