

 手机资讯
手机资讯 官方微信
官方微信
过去,超硬刀具材料只有金刚石和立方氮化硼两种。人类从使用天然金刚石开始,到20世纪中叶研制出了人造的金刚石和立方氮化硼。人造的超硬材料后来出现了不同的制造方法和类别,而且在不同的工业生产和科技领域中得到了广泛的应用。
近年,一种新型超硬刀具材料——氮化碳(CxNy)涂层得到了发展。美国物理学家A.M.Lin和M.L.Cohen用分子工程理论设计出了新型超硬无机化合物氮化碳。根据体弹模量的计算,它可能达到甚至超过金刚石的硬度,从而引起科技界和材料科学家的重视,A.M.Lin于1994年公布了新的研究成果,采用可变晶格模型分子动力学(VCS-MD)从头计算法,扩展了CxNy的理论研究, CxNy可能具有三种结构:六方晶系的b相,立方晶系的闪锌矿结构和三角晶系的类石墨相。A.M.Lin和M.L.Cohen分别计算了CxNy的晶体结构,至少有7种不同空间群结构的CxNy,取得了不同结构和空间群的密度、晶格常数、体弹模量和能量的计算值。它们虽具有相近的能量值,但其他性能的数值差别较大。武汉大学王仁卉也对7种结构的CxNy粉末衍射谱进行过计算。
武汉大学物理系能用的反应磁控溅射法在不同的刀具上沉积CxNy薄膜,它是一种超硬材料,具有高硬度、高耐磨、低摩擦和强导热等性质,这些性质和金刚石十分相似。它的化学稳定性也好,可以对铁基材料进行切削加工,故有广阔的应用前景。
本文主要用武汉大学物理系提供的CxNy涂层高速钢麻花钻和CxNy涂层硬质合金刀片进行了切削试验,探讨了它的切削性能;对CxNy涂层薄膜的机械性能也进行了一定的介绍。
1 氮化碳薄膜的力学性能
在不同的基体材料上沉积CxNy薄膜,其表面显微硬度测试值列于表1。表1除6号试样为硬质合金基体外,其余1~5号试样的基体均为M2高速钢。
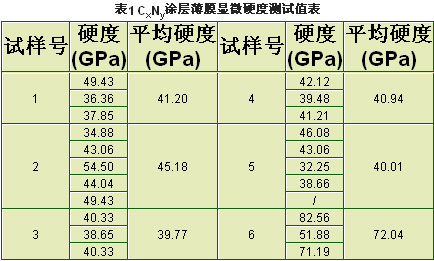
由表1可见,CxNy薄膜的硬度约在40~72GPa之间。武汉大学物理系在单晶硅基体上沉积了CxNy,其硬度亦达到50GPa。还用划痕法测量了CxNy薄膜涂层的附着力,按JB/T8365-96标准规定,也达到了标准。2 CxNy表面涂层麻花钻的钻削试验
第一组:
直径为Ø6mm的W6Mo5Cr4V2普通高速钢麻花钻,由武汉大学物理系进行CxNy涂层,涂层薄膜厚度约为4µm。用涂层钻头和未涂层钻头在高强度钢38CrNi3MoVA(经调质,硬度为36~40HRC)上钻孔,孔深约10mm。切削一定时间后,分别测量钻头左、右二刃的后刀面磨损量VB,测量部位为钻头最大直径处的主切削刃后刀面。切削用量:进给量f=0.13mm/r,转速n=530r/min,切削速度v≈10m/min;干切;每钻一个孔,约用10秒。
钻头左、右二刃的后刀面磨损量均测量、记录,画成刀具磨损曲线,列于图2。因钻头两个顶面(即主后刀面)刃磨比较对称,故左、右后刀面磨损量很接近。图2中分别画出左、右切削刃的磨损曲线。在图2的横坐标上同时标明了钻孔数和切削时间。
图1 涂CxNy薄膜的麻花钻
图2 CxNy涂层与未涂层的麻花钻对比磨损曲线
图3 两种涂层麻花钻与未涂层的麻花钻对比磨损曲线
由图1可见在后刀面磨损量相同情况下,CxNy涂层钻头的切削时间约为未涂层钻头的10倍,故涂层后钻头耐磨性的提高十分显著。第二组:
再用直径为Ø6mm的W6Mo5Cr4V2普通高速钢麻花钻,进行CxNy涂层和TiN涂层,在高强度钢38CrNi3MoVA(HRC 36~40)上钻孔,孔深约为10mm。
切削用量:进给量f=0.13mm/r,转速n=530r/min,切削速度v≈10m/min;干切;其余切削条件与前相同。每钻一个孔,约用8秒。
图3为三种钻头的主后刀面磨损曲线,未分左、右切削刃。
由图3可见,在后刀面磨损量相同情况下,CxNy涂层钻头的切削时间约为未涂层钻头的10倍,TiN涂层钻头约为未涂层钻头的7倍,故CxNy涂层的耐磨性高于TiN涂层。
3 CxNy复合表面涂层硬质合金刀片的车削试验
第一组:刀具:CxNy复合涂层刀片(YG8基体),未涂层的YG8刀片,国产立方氮化硼(PCBN)刀片;
工件:T12A工具钢,淬硬61HRC;
刀具几何参数:前角g0=0°;后角a0=8°;主偏角kr=90°;刃倾角ls=-4°;刀夹圆弧半径re=0.8mm;
切削用量:切削深度ap=0.5mm;进给量f=0.1mm/r;切削速度v=60m/min;三种刀具的磨损曲线如图4所示。
第二组:刀具:CxNy复合涂层刀片(YT14基体),未涂层的YT14刀片,国产YBo2涂层硬质合金刀片(TiN涂层);
工件:60Si2Mn高强度钢,调质,40HRC;
刀具几何参数:前角go=4°;后角ao=8°;主偏角kr=45°;刃倾角ls=-4°;刀夹圆弧半径re=0.8mm;
切削用量:切削深度ap=1mm;进给量f=0.15mm/r;切削速度v=150m/min;
三种刀具的磨损曲线如图5所示。
图4 CxNy涂层硬质合金刀片与其他刀片的对比磨损曲线
图5 CxNy涂层硬质合金刀片与其他硬质合金刀片的对比磨损曲线

图6 涂CxNy薄膜的YT14硬质合金刀片
从图4、图5可以看出,YG8和YT14两类硬质合金刀片经涂覆CxNy薄膜后,刀具寿命大为提高。但在车削淬硬钢T12A时,CxNy涂层刀片的使用寿命低于PCBN刀片。在车削高强度中硬钢602Mn时,CxNy涂层刀片的使用寿命略高于YBo2(TiC涂层)刀片。
4 分析与讨论
在高速钢钻头上进行CxNy表面涂层,其使用寿命大大提高;CxNy涂层钻头的寿命也显著高于TiN涂层钻头。在高速钢刀具上涂覆CxNy,其涂层技术已日趋成熟,使用效果亦日趋稳定。
对于硬质合金刀片,经过CxNy涂层,刀具寿命也能提高,但提高幅度不如高速钢刀具那样大。在车削淬硬钢时,其刀具寿命尚低于PCBN刀具;在车削高强度中硬钢时,其刀具寿命仅略高于TiN涂层硬质合金刀具,这样就限制了CxNy涂层硬质合金刀具的应用。
CxNy涂层材料的各项力学、物理性能,需作全面的测试和深入研究。CxNy涂层和硬质合金基体材料之间的匹配也有待认真研究。
CxNy涂层属超硬材料,它与铁族元素呈惰性,故这种刀具可以加工钢铁材料。这是一个很大的优点,可以补充金刚石刀具的不足,从而有着广阔的应用领域。预计经过认真的研究和探讨,CxNy涂层超硬刀具有着美好的发展前景。








 豫公网安备41019702003646号
豫公网安备41019702003646号