

 手机资讯
手机资讯 官方微信
官方微信摘要 表面粗糙度有多种表示方法,在此列举三种最常见的面粗度表示法,以及其定义与公式。

表面粗糙度有多种表示方法,在此列举三种最常见的面粗度表示法,以及其定义与公式。
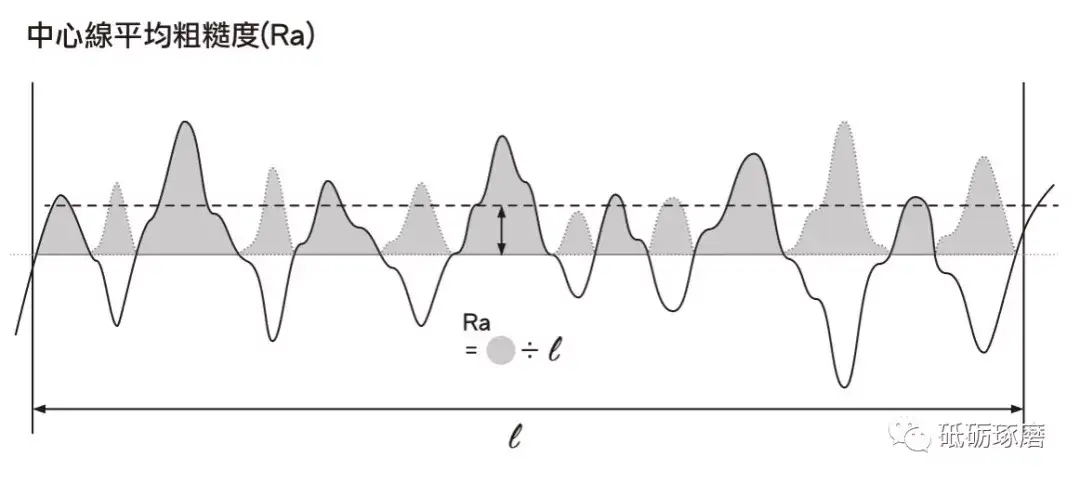
Ra=中心线平均粗糙度
设于表面轮廓曲线上撷取长度L,以该长度内中心现为X轴,撷取长度内所有斜线部分面积之和除以测定长度L所得之值。即为Ra。
公式:Ra=|f(x)|dx / l
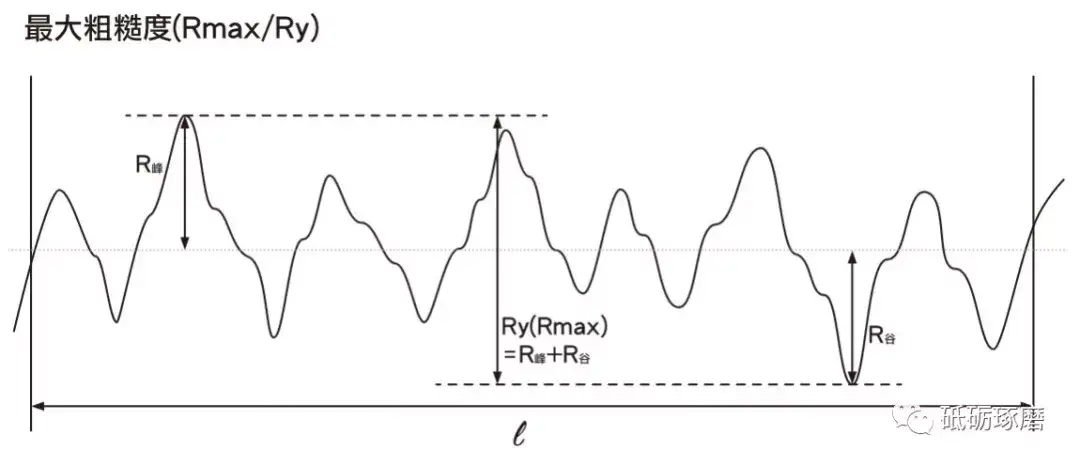
Ry=最大粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线最高峰至最低谷之垂直距离,即为最大粗糙值Rmax/Ry。(Rmax和Ry算法概念相同,但取样的峰谷不同。近年Ry近乎取代了Rmax)
公式:Rmax=Ry=Rp+Rv
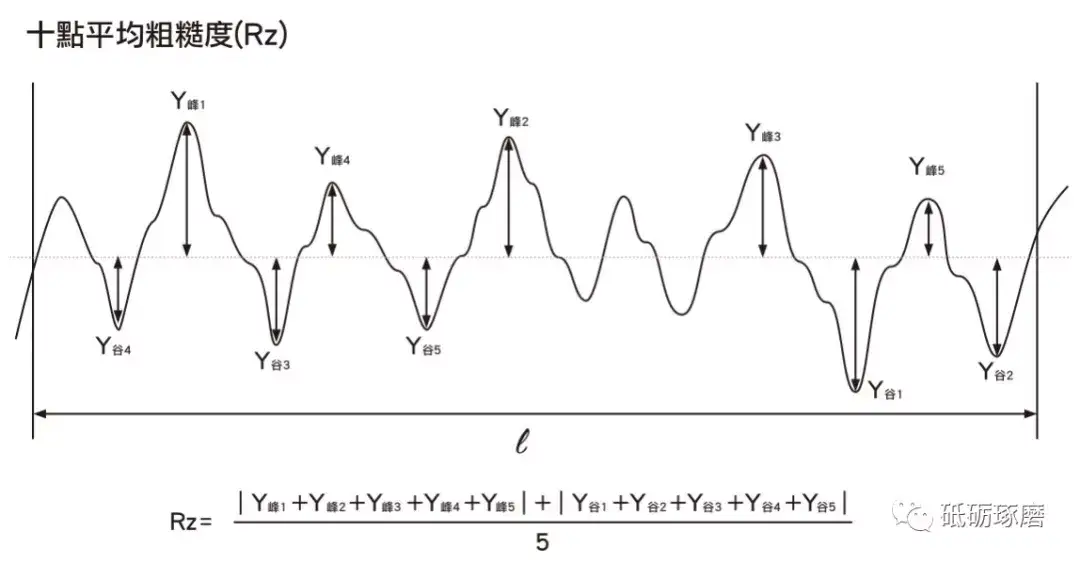
Rz=十点平均粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线中心以第五高峰顶与第五低谷底测出高低距离,即Rz。
公式:Rz=|Y1+Y2+Y3+Y4+Y5|+|Y1+Y2+Y3+Y4+Y5| / 5
三者关係约为 4Ra≒Ry≒Rz,单位皆为um。
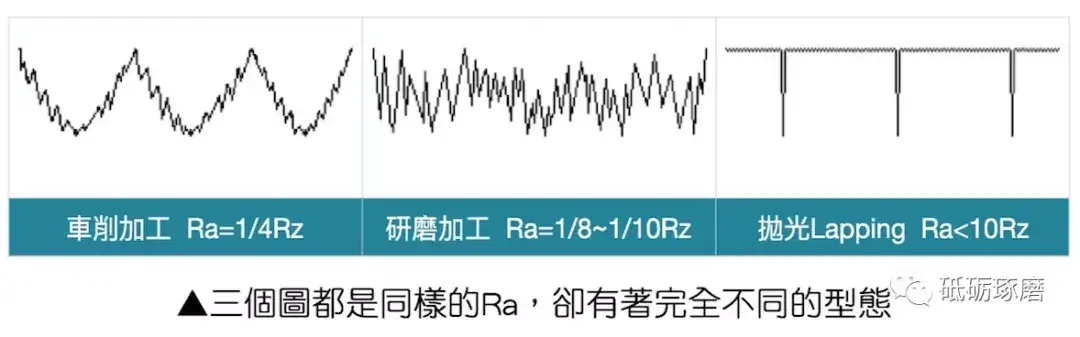
面粗度陷阱
相同面粗度值,峰谷型态却不同
结 语
虽说,面粗度值是将表面状态量化的结果,让加工者有可参考的依据和标准,但相同的数值,实际表面的型态可能还是有差别!
当在追求更精密更细緻的表面时,需要认知到,一样是0.01的距离,Ra0.02到0.01却是比0.05到0.04更加具挑战性。(代表峰谷的距离要更加接近,且更加均匀。)在选择工具以及设定研磨条件时的概念,可能就会有所差别,就不只是砂轮「粒度」的差异而已。
若是我们能有此认知基础,才比较不会落入数字的迷思。








 豫公网安备41019702003646号
豫公网安备41019702003646号