

 手机资讯
手机资讯 官方微信
官方微信摘要 ——太原理工大学机械工程学院李文辉1、基本内涵光整加工技术是机械加工领域的一类基础性工艺技术,属于精密和超精密加工的范畴。作为提高零件表面质量和表面完整性的重
1、基本内涵光整加工技术是机械加工领域的一类基础性工艺技术,属于精密和超精密加工的范畴。作为提高零件表面质量和表面完整性的重要方法,光整加工技术近年来不断得到政府、高校、科研院所和企业(尤其是高端装备制造企业)的重视。
光整加工方法很多,按加工时所需能量提供方式的不同,可分为机械法、化学和电化学法、热能法等。机械法中,按照磨料或磨具在加工过程中所处的状态(即是否与工件保持确定的相对位置)又可分为自由磨具光整加工和非自由磨具光整加工,例如砂带抛光属于自由磨具光整加工。
滚磨光整加工属于一类典型的自由磨具光整加工技术,是将处于自由状态或非自由状态的零件置于盛有加工介质(滚抛磨块、磨剂、水等)的容器中,加工时,使零件、容器或两者同时产生一定的运动形式,进而使零件和滚抛磨块之间形成复杂的相对运动。在相对运动的作用下,处于游离状态的滚抛磨块以一定的作用力对零件表面进行碰撞、滚压、滑擦和刻划的微量磨削作用,从而改变零件表面的几何特征(降低表面粗糙度值,增加表面轮廓支承率,改变表面纹理,去除毛刺等缺陷),改善表面层的物理力学性能(提高表面显微硬度,表面形成变质层,改善表面应力状态等),提高零件的清洁度,综合改善零件的表面完整性,提高零件及产品的使用性能和寿命,达到对零件表面光整加工的目的。
滚磨光整加工是一种典型的、常用的、有效的表面光整加工方法,其主要优点包括:(1)可以实现不同大小、不同形状和不同材质的工件的批量加工;(2)可以一次性全方位加工到各种工件的几乎所有复杂结构部位;(3)可以同时对影响工件表面质量的外观质量、表面粗糙度、表面纹理、毛刺棱边、表面应力状态、清洁度等多指标综合进行改善;(4)对加工设备的制造精度要求低,相应的设备维护、滚抛磨块和磨剂消耗总体费用相对较低。
2、典型滚磨工艺及加工效果
滚磨光整加工已有回转式、离心式、振动式、涡流式、旋流式、主轴式等多种类型,太原理工大学通过31年的光整加工技术研发,与中国兵器工业第70研究所建立起了21年稳定的产学研合作关系,先后研制开发出了各种类型的系列化滚磨光整加工设备(离心式滚磨机、旋流式滚磨机、主轴式滚磨机等10余系列)、辅料等10余种,在同行业中处于领先地位。图1为自主研发的某一型号的旋流式、卧式主轴式和立式离心式滚磨光整加工设备照片。图2为滚磨光整加工使用的不同滚抛磨块和滚抛液。图3为自主研发的某一型号的滚磨光整加工使用的滚抛磨块抽吸和水循环系统。

(a)旋流式 (b)卧式主轴式 (c)立式离心式
图1 部分典型滚磨光整加工设备

图1 部分典型滚磨光整加工设备
(a)滚抛磨块 (b)滚抛液
图2 滚磨光整加工使用的不同滚抛磨块和滚抛液
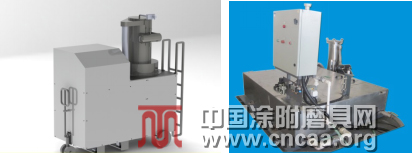
图2 滚磨光整加工使用的不同滚抛磨块和滚抛液
(a)滚抛磨块抽吸 (b)水循环
图3 滚磨光整加工使用的滚抛磨块抽吸和水循环系统
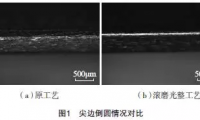
以往曲轴光整大多采用滚压圆角、手工去油孔毛刺、砂带抛光和绒布抛光四道工序,生产率和表面质量均难达到理想要求。在分析曲轴结构特点及使用要求基础上,提出了曲轴类零件一次性全方位光整加工技术方案,实现了长度范围4000mm内的各种异形轴类零件的光整加工。数据分析对比见表1~表3。该技术解决了大中型曲轴、凸轮轴光整加工的现实难题,也已大量应用于齿轮轴、滚珠丝杠、螺线槽辊等相关轴类零件光整加工。
表1 曲轴光整加工前后表面完整性主要指标对比(A:主轴颈;B:连杆轴颈)

表2 部分品牌曲轴光整加工前后的清洁度指标比较

表3 曲轴自由磨具光整加工技术和砂带抛光技术分析对比
部分零件滚磨光整加工前后的效果对比见图4。

(a)凸轮轴 (b)齿轮 (c)弹簧
图4 滚磨光整加工效果对比
采用自主研发的自由磨具光整加工成套技术,有效改善了多形态摩擦副零件的表面完整性,同步完成了零件表面的初期磨损,大幅提高了零件及整机的清洁度,综合缩短了整机出厂磨合时间,降低燃油消耗,优化磨合过程。柴油机工业运行试验表明:整机出厂磨合时间减少50%左右,燃油消耗率减少3~4g/kW•h,节约燃油、工时、水电等;机油油样Fe元素含量减少18%~35%,整机运行清洁度明显提高;用未光整零件和光整零件分别装配2万台整机,跟踪一年统计,曲轴轴颈拉伤、划瓦故障率由0.55%减少为0.069%,可靠性提高;外特性曲线改善,有效功率提高,噪声降低1dB。基于研究成果制定的机械行业标准“内燃机 零部件表面光整加工 技术条件(编号:JB/T 11082-2011)”、“内燃机用光整机(编号:JB/T 11083-2011)”,船舶行业标准《船舶推进系统零部件表面光整加工技术要求》(CB/T4224-2013)标准已实施。
3、结束语
截止目前,滚磨光整加工设备及工艺已推广应用到25个省、市、自治区的近400家制造类企业用户。具体领域包括:(1)兵器工业、航空(天)、高档数控机床、轨道交通装备等高端装备制造业;(2)新一代核电、风电等新能源装备业;(3)汽车、内燃机、高效传动与驱动、煤机装备、高端仪器、机械基础零部件、石化装备、纺织机械、五金件等传统制造业。
随着中国制造2025等国家系列重大战略举措的不断推进,我国的工业基础能力将不断强化,光整加工技术必将获得前所未有的发展机遇。滚磨光整加工技术已在飞机和坦克发动机典型零件、高端变速箱典型零件、大中型汽轮机叶片、风电装备大模数齿轮等复杂或大型高端零件得到一定范围的应用。但由于滚磨加工过程中强制液粒耦合流场复杂性,多指标综合变化,以及软物质加工环境与条件的限制,如何实现对滚磨光整加工过程的有效控制是该技术向高端化、精准化加工发展亟需解决的难题。
作者简介:
李文辉,男,工学博士,教授,现任太原理工大学机械工程学院副院长。一直从事精密表面光整加工方向和特种加工方向的研究工作。以第一作者发表相关学术论文20 余篇(EI收录8篇),获得国家发明专利2项,主持完成省级科研项目和横向科研项目各一项,作为主要参与者合作完成国家自然科学基金项目2项。








 豫公网安备41019702003646号
豫公网安备41019702003646号