

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要 非线性KDP(KH2PO4)光学晶体是唯一可用作激光约束核聚变中倍频器件的首选晶体材料,是神光Ⅲ,神光Ⅳ激光惯性约束核聚变装置(Inertial Confined Fusio...
陈礼干1,李海威1,林 冬1,李晓星1,黄田玉1,郑 超2
(1. 福州天石源超硬材料工具有限公司,福州 350100)
(2. 中国有色桂林矿产地质研究院,桂林 541004)
摘要 非线性KDP(KH2PO4)光学晶体是唯一可用作激光约束核聚变中倍频器件的首选晶体材料,是神光Ⅲ,神光Ⅳ激光惯性约束核聚变装置(Inertial Confined Fusion ICF)的重要组件。但是KDP晶体本身具有硬度低、易潮解、脆性高、易开裂等一系列不利于加工的特点,成为ICF光学元件制造过程的瓶颈。福州天石源超硬材料工具有限公司主动承担起攻关任务,另辟蹊径,大胆创新,采用正在研发中的环形金刚石线锯技术取代带锯切割技术,解决了KDP晶体切割加工过程出现晶片的裂痕问题,并研制成功悬臂式大型环形金刚石线切割机,促进我国金刚石线锯技术获得跨越式发展,为国防军工做出应有的贡献。
关键词 KDP光学晶体;神光Ⅲ装置;环形金刚石线;悬臂式大型环形金刚石线切割机
最近,我国媒体不断曝光神光Ⅲ激光惯性约束核聚变装置(Inertial Confined Fusion,ICF),如图1所示的试验成果和威力。神光Ⅲ投入运行,标志着我国成为继美国之后第二个具备独立研制、建设新一代高功率激光驱动器能力的国家,使我国在这一领域进入了世界先进行列。神光Ⅲ装置宏伟的科学工程集聚了我国众多的行业先进技术,是我国综合国力不断提高的具体体现,也能代表一个国家在这一领域的科技水平。它的研制对我国其它相关科学技术还有着重大的带动和引领作用。它带动了我国材料科学、精密加工与光学金刚石飞刀研磨技术、金刚石线锯切割大型晶体技术等相关学科或技术的跨越式发展。而这些相关学科技术在国民经济中的应用前景将是相当可观的。激光装置中用的大型KDP晶体的生长尺寸为550 mm×550 mm×650 mm,是用于激光约束核聚变中倍频器件的首选非线性光学晶体材料,但是KDP晶体本身具有硬度低、易潮解、脆性高、易开裂等一系列不利于加工的特点,这也是ICF光学元件制造中公认的最困难的环节。随着ICF事业的发展,国家对KDP晶体尺寸、数量和质量的要求进一步提高,而KDP晶体的易裂特性成为了制约KDP晶体向更大、更高质量发展的瓶颈,严重地影响后续工程的进展。2013年福州天石源超硬材料工具公司了解到现有的KDP晶体是用金刚石带锯切割加工,问题比较多。因此义无反顾地主动承担起攻关任务。研制团队经历两年的不懈努力,潜心研究,成功地制造出我国第一台大型环形金刚石线切割机以及配套的超长环形金刚石线锯。2014年底安装在福建某研究所,使用至今,实践表明该机性能卓越,运转稳定。不但解决了金刚石带锯切割KDP晶体造成的切片裂痕甚至整个晶体磞裂的问题,而且大幅提高了切割效率。原来24 h才能切一片,还在担忧出现裂痕。现在只要3 h即可切一片,不但切面平整光滑没有裂痕,而且每块晶体还能多切一片。基本上解决了多年来困扰ICF装置中激光非线性KDP光学晶体的切割加工难题,为后续加工扫清障碍,为国防军工的神光Ⅲ,神光Ⅳ宏伟工程作出应有的贡献。

图1 央视发布的神光Ⅲ装置
1、环形金刚石线锯切割技术是大型KDP晶体切割的最佳选择
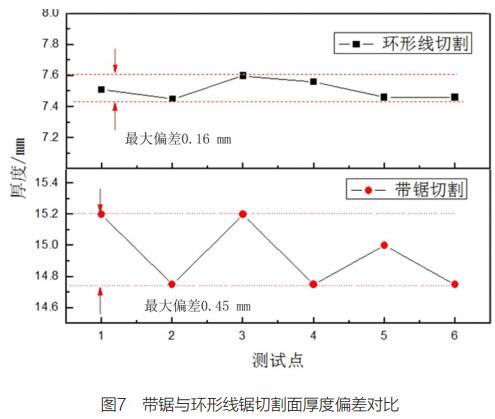
利用我们已研制成功的立式机对KDP晶体进行大量的切割试验。见图2所示。但试验晶体尺寸均小于300 mm×300 mm,切片数量超过150片,经过大量的正交试验和合理的工艺调整,在线锯切割过程,已基本不再产生裂痕现象,切割效率却大大提高,达到5 mm/min以上,且切面光滑,粗糙度Ra<1.8 μm,切片厚度误差(TTV)从0.45 mm降到0.16 mm。意想不到的效果,增强了我们直接启动大型环形金刚石线切割机研制的信心。首先,我们在环形线锯上做足功夫。重新设计镀槽,合理布置节点,根据晶体材料特性,以避免产生裂痕为目标,选择金刚石配比,多次试验新的电镀工艺。为了可靠起见,还专门制造一台试验台,试验超长的环形线的运动平稳性,寻找最佳切割线速度等性能。见图3所示。我们在涉及到环形线运转稳定的各个环节进行精细的改进,除线本身之外,还包括4个导轮的精密加工和动平衡、精密轴承选择、低摩擦特殊密封结构的设计研制等等均进行精细的反复改进和试验。通过一系列的试验和改进,超长环形金刚石线锯的制作和性能有了一定的把握,才开始投入大型切割机的结构设计。

图2 立式机晶体切割试验

图3 长环形线试验台
根据现有晶体规格以及未来的发展,要求切割机切割宽度为1000 mm,进给行程为1000 mm。现有国产金刚石线锯机都是小型号,而且为单长线、往复双向切割,线速度低。由于机架用型钢焊接,微小的变形都会影响切割精度。考虑再三,决定选用大型悬臂机床结构,立柱、横梁和滑台机座全用铸铁件,按精密机床要求,委托专业厂家加工、安装、调试。这首先保证了线锯切割运行过程的稳定性,其次提供较高的切割精度,上下移动1 m,定位误差0.02 mm,厚度误差(TTV)<0.16 mm,充分满足加工要求,见图4、图5所示。

(1)采用卧式悬臂结构设计,适合大尺寸材料切割特点,其中采用机床铸件,立柱、横梁和工作平台等基础安装后,稳定牢靠,不产生震动。
(2)线径小,切割力少,低应力切割,运转稳定,切割过程不会对晶体造成破裂。
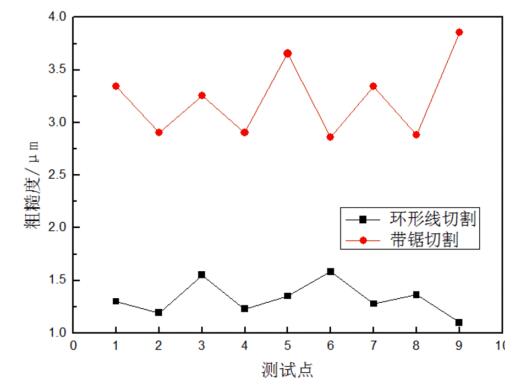
(3)性能先进,全部采用PLC控制,线速度和进给速度无级调节,切割效率是带锯的3倍,切缝<1mm,粗糙度Ra<1.8 μm,厚度误差TTV<0.16 mm。这些数据是带锯所无可比拟的。
(4)横梁上下行走机构配置精密滚柱直线导轨,采用伺服电机带动新型滚珠丝杠传动,保证在0.2~100 mm/min内调速,运行精准平稳。四导轮固定的箱体与横梁铸成一体,既减轻重量又保证加工的形位公差精度和导轮安装的共面精度(申请专利内容之一)。
(5)充分满足KDP晶体各向异性切割功能要求,很方便地操作回转平台倾斜和转动一定角度,并气压抱紧。晶体安装在平台上,需经一套复杂的定向操作过程,为此,专门配置一台伺服控制旋转角度的转盘,方便操作(申请专利内容之一)。
(6)该机配置的数控转盘,还可用于410 mm×410 mm KDP晶片方板定位切边,快捷准确。
(7)该机具备不同厚度板材的自动切割功能和断线、故障报警,自动停车。
3、对比试验证明该项创新的成功
设备安装调试之后,最重要的环节是对样品的实际切割试验,并摸索最佳切割工艺和操作规程。为避免切割不当,造成材料浪费,先用几块大的废弃晶体进行切割试验,前后切割8片,使用φ0.65 mm环形金刚石线,线速度最后定格为32.5 m/s,进给速度从2 mm/min提升到5~10 mm/min,切片的厚度误差<0.16 mm,切面平整光滑,粗糙度为Ra<1.6μm。试验效果喜人,证明环形金刚石线锯和切割机的研制是成功的。
环形线锯与带锯切割效果对比如图6、图7所示。
4、安装使用1年多,设备运转正常,按时完成KDP晶片切割任务
2014年10月,该设备在某研究所安装调试完成,正式交付有关部门投入正常的大型KDP晶体切割生产,改变了该所过去总是担心不能按时交出合格晶片的被动局面。生产期间,军委有关部门曾派专家组到现场考察审查,听取研制报告,并给予了好评。从情报获悉,美国等先进国家,生长大型KDP晶体的速度已经提升到2~3个月就能长成。我们某研究所的专家们也不示弱,近期内也一样做到2~3个月内就能生长出一个大型晶体,该机切割过的许多晶体中,就是这种快速生长的晶体。该机的研制成功,正好迎合将来大批量、快速切割KDP晶片的需要。一部神光Ⅲ装置需要装600片激光装置,今后,在飞机上、军舰上、坦克上要装多少这样的先进武器,见图8所示。相信该机经过一段时间的生产检验和改进之后,终会获得上级的认可而投入批量生产,更好地为国防军工生产服务。

图8 军舰上配备激光武器
(1)我国在金刚石线锯技术方面的研究,起步较晚,以致于太阳能光伏产业盲目引进大量的游离式多片切割机,至今,国内大多数光伏企业的多晶硅切片仍然不用效率高的金刚石线锯切片。而环形金刚石线锯(endless wire saw)技术更是处于萌芽阶段,该项技术在KDP晶体切割上的成功应用,使我国环形金刚石线锯技术获得跨越性的发展,进入到世界先进行列。
(2)环形金刚石线锯大跨度切割技术将引领到多晶硅、单晶硅、蓝宝石、功能陶瓷和石材复合板等诸多领域的广泛推广应用,前景可观。我们已经信心满满地投入多晶硅截断机、开方机和蓝宝石开方机的研制。多晶硅晶锭从G5发展到G6、G7,而G6晶绽的开方跨度就需要1040 mm。至于石材复合板对剖,分片的切割宽度则需要600 mm、800 mm、1000 mm,甚至更大。
(3)大型环形金刚石线切割机的研制成功和在军工材料切割加工中的应用是推动军民融合深度发展的有益探索,我们虽然是民营企业,但在金刚石工具技术、人才方面有很强的优势,充分利用这些优势来发展军工、尤其是精密线切割高端技术是很好的做法,这次成功的融合,应视之为典范。发达国家能这样做,我社会主义国家更可以做到。
(4)国务院提出《2025中国制造》其核心是创新驱动,中国超硬材料企业在国际市场上,人造金刚石销量遥遥领先。但是,相关的装备制造水平处于劣势,而金刚石线锯技术的创新发展迎来重大机遇,有望沿袭国防科技成果转化和产业化进程,推进该项技术的推广和升级,进一步在智能化方向下功夫,使之成为军民融合,具有自主知识产权并达到国际领先水平的高端装备。
参考文献
[1] 李海威, 等. 悬臂卧式环线切割机 [P]. 中国: ZL201410657163.7. 2016-04-13.
[2] 郑万国, 魏晓峰, 朱启华, 等. 神光-Ⅲ主机装置成功实现60 TW/180 kJ三倍频激光输出[J]. 强激光与粒子束, 2016(1): 201-202.
[3] 中物院激光聚变研究中心. 神光-Ⅲ激光装置建设项目取得重大阶段进展 [J]. 强激光与粒子束, 2011(7): 2.
[4] 葛继强, 陈金明, 吉方, 等. KDP晶体塑性域切削技术研究 [J]. 现代制造工程, 2013(7): 133-137.
[5] 关佳亮, 汪文昌, 朱生根, 等. KDP晶体卧式飞刀切削加工表面质量影响因素及其规律的实验研究 [J]. 制造技术与机床, 2013(8): 21-23.
[6] 赵庆超. 大口径KDP晶体切片专用线锯床设计 [D]. 济南: 山东大学, 2012.
[7] 侯志坚. 环形金刚石线锯丝制造技术及锯切实验研究 [D]. 济南:山东大学, 2008.
作者简介
陈礼干,男,1968年生,高级工程师,福州天石源超硬材料工具有限公司总经理。
(本文转载自《磨料磨具通讯》杂志2016年第7期,更多详细内容请关于当期杂志)








 豫公网安备41019702003646号
豫公网安备41019702003646号