

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:JankoJovanović,ObradSpaić,RadoslavTomović,RadeIvanković引言麻花钻头生产的两个主要磨削步骤为排屑槽磨削和后刀面磨削,其磨...
作者:Janko Jovanović, Obrad Spaić, Radoslav Tomović, Rade Ivanković引言:
麻花钻头制备工艺的两个主要磨削步骤为排屑槽磨削和后刀面磨削,其磨削参数决定了钻头的几何参数。像顶角和钻芯厚度等就是钻头制造参数的隐函数。
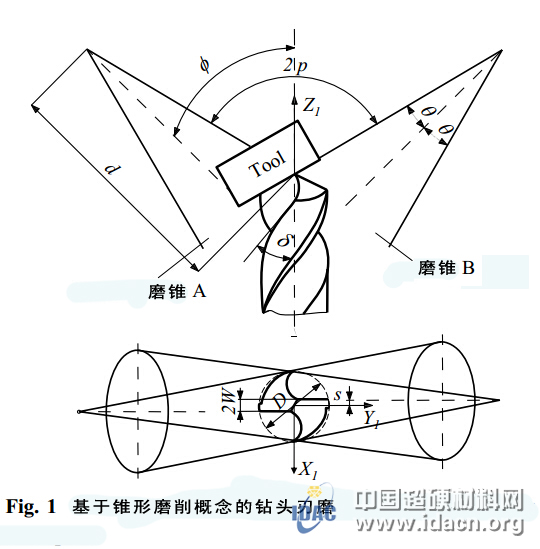
在排屑槽磨削中,砂轮原地旋转,同时钻头绕轴旋转并向下移动。钻头的这种双重运动控制着排屑槽的螺旋角和位置,而砂轮的断面形状则控制着排屑槽的横剖面。上述磨削步骤以正交位置进行两次就生产出双排屑槽钻头。在后刀面磨削中,砂轮绕着固定轴旋转形成一个圆锥半角θ的磨锥(图1所示),钻头绕着磨锥轴旋转。以上磨削步骤以对称位置进行两次就生产出双后刀面。这些侧面可以看成是磨锥的截面。
实验方法
1. 建立坐标系和设置变量
为了对排屑槽设计轮廓、钻头螺旋沟槽面和砂轮断面形状进行建模,建立如图2所示的坐标系。
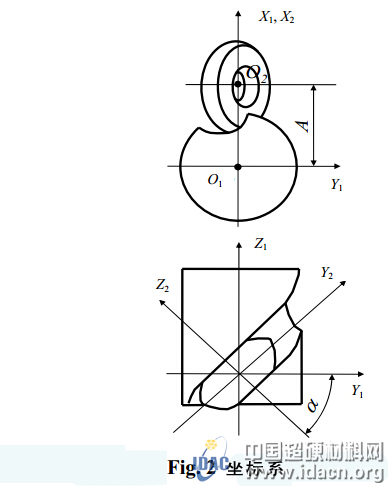
研磨机有三个设置变量:Y1上砂轮装置角α,Z2上砂轮偏置WO,螺旋沟槽和砂轮的垂直轴间距A≈W+Rg (Rg是砂轮最大直径)。
2. 排屑槽设计轮廓建模
钻头横截面要设计得当侧面被研磨时能够出平行切削刃。钻头排屑槽轮廓分为6部分,如图3所示。
(详细内容敬请点击这里)









 豫公网安备41019702003646号
豫公网安备41019702003646号