

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:抛光工序作为晶体硅太阳能行业重要的一个工序,将硅锭经过钢线摩擦切割成硅块后,硅块表面变得粗糙不平,必须经过表面抛光才能进行硅片的切割。硅块表面的抛光直接影响硅片切割的质量。硅...
摘要:抛光工序作为晶体硅太阳能行业重要的一个工序,将硅锭经过钢线摩擦切割成硅块后,硅块表面变得粗糙不平,必须经过表面抛光才能进行硅片的切割。硅块表面的抛光直接影响硅片切割的质量。硅块在抛光过程中依次经过粗砂轮、细砂轮进行抛光。粗砂轮的作用,将硅块表面的损伤层进行磨削;细砂轮的作用,将未完全处理的硅块表面损伤层和粗砂留下的痕迹进行抛光处理。1、目前现状
硅片车间的开方机由于进来的提速切割,操作人员在实际的工作中,只要稍有疏忽就会造成硅块的切割质量不好。主要分为:切割的硅块表面有锯痕;硅块的尺寸出现中间“鼓肚”现象;断线引起的局部硅块形状弯曲。目前车间的毛刷式的砂轮已经不能完全去除由于切割造成的锯痕;对于“鼓肚”问题的硅块,由于毛刷式的砂轮的抛光能力有限,不能把中间大的尺寸去除。此时急需一种具有更强研磨能力的砂轮。
2、实施方法
目前车间所使用的抛光机主要原理,依次通过粗砂轮、细砂轮对硅块的表面进行抛光。现在通过把抛光机的粗砂轮更换为金刚石砂轮,细砂轮使用毛刷式砂轮对硅块进行抛光。
试验使用的是金刚石树脂结合剂砂轮,天然和人工金刚石都可以用于磨削,金刚石是碳的一种超高硬度形态,因为它对铁有亲和性而形成快速磨损,结合剂选用树脂型结合剂,它有摩擦中的震动,有一定的阻尼作用。利用金刚石砂轮的较强的研磨能力,可以把开方机切割造成的一些硅块表面的问题如:切割的硅块表面有锯痕;硅块的尺寸出现中间“鼓肚”现象;断线引起的局部硅块形状弯曲,进行基本的抛光,再使用细砂轮对硅块的表面进行优化,可以取得更好的效果。
3、试验过程
为了提高硅块表面的抛光质量,通过金刚石的粗砂和毛刷式的细砂结合。粗砂把硅块表面的“鼓肚”和大锯痕去除,然后细砂轮保证剩余的精抛光。在实际操作中必须保证以下几方面:
在金刚石的粗砂抛光时,更应该给予充足的冷却水,保证水路畅通
保证砂轮前端盖的安装,使得水更均匀撒开到砂轮上面
确保机床研磨台车下的“V”型槽的精准性
抛光时的研磨速度5—10mm/s
4、试验数据统计
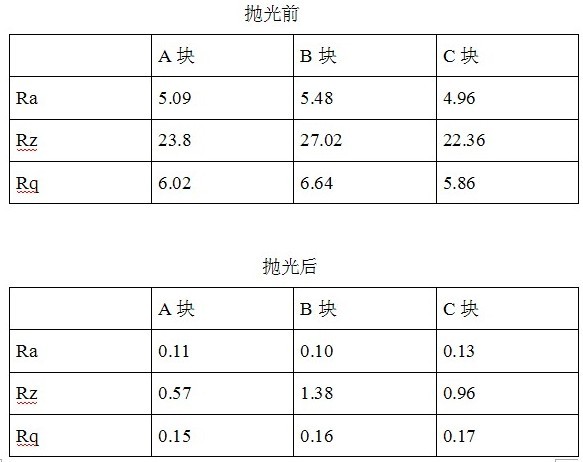
金刚石砂轮可以解决对于开方机引起的问题,主要分为两个:金刚线开方机引起的硅块“鼓肚”问题;砂浆切割引起硅块表面大的锯痕问题。以下为两种设备切割的硅块的抛光前后的表面粗糙度的对比。
1)对金刚线开方机的硅块,抛光前后粗糙度(单位:mm)数据对比:

2)对砂浆切割硅块,抛光前后粗糙度(单位:mm)数据对比:
以下照片是使用普通树脂砂轮和金刚石砂轮的照片对比图:
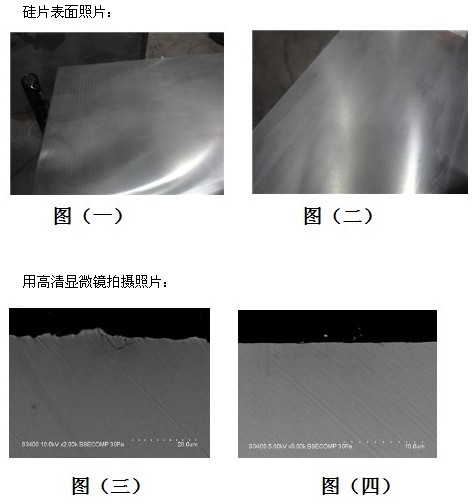
图(一)、图(三)是使用普通树脂砂轮抛光后硅块表面照片。
图(二)、图(四)是使用金刚石砂轮抛光后硅块表面照片。
抛光检验标准:
1)硅块有效切割长度内且目测无可视锯痕
条件a:普通照明灯环境下测量
条件b:肉眼距硅块距离小于0.5m范围内
每班抛光合格率要求在90%以上
5、设备对抛光的影响
5.1连接砂轮的轴承箱运转不灵活
砂轮的转动通过由电机连接的轴承箱带动,当轴承箱出现运转不灵活时,会直接影响砂轮的转动,进而影响抛光的质量。
5.2冷却水管路不通
当冷却水管路堵塞时,会直接影响抛光的正常运行,不能进行正常冷却,从而影响抛光质量。如果可以保持至少每班一次槽体内冷却水,抛光和冷却的效果会更好。
结论
利用金刚石砂轮的较强的研磨能力,可以把开方机切割造成的一些硅块表面的问题如:切割的硅块表面有锯痕;硅块的尺寸出现中间“鼓肚”现象;断线引起的局部硅块形状弯曲,进行基本的抛光,再使用细砂轮对硅块的表面进行优化,可以取得更好的效果。








 豫公网安备41019702003646号
豫公网安备41019702003646号