

 手机资讯
手机资讯 官方微信
官方微信摘要 引言能否获取高生产率取决于所选用的工具及加工策略。在这个充满竞争的金属加工世界,制造商们不断努力提升他们的生产率,而这项持续的挑战也意味着需要不断提高金属去除率。这一目标需要通过提...
引言能否获取高生产率取决于所选用的工具及加工策略。在这个充满竞争的金属加工世界,制造商们不断努力提升他们的生产率,而这项持续的挑战也意味着需要不断提高金属去除率。这一目标需要通过提升进给参数,加大切削深度和最大化切削速度来实现。
为了实现这些,我们需采用最前沿的刀具技术,通过恰当的金属切削工序,实施最高效的加工方式。
在加工环境的各因素中,刀具占据着非常重要的地位。尽管刀具仅占生产总成本的3%,如果通过恰当的选刀将加工效率提高20%,即可有效地节省高达15%的总成本。
如同多米诺骨牌效应,通过提高15-20%的加工性能,可实现生产率的大幅提升,继而直接推动收益率的提升,并让企业获得更大的竞争力。然而,只有通过先进刀具、前沿的数控机床以及智能的CAD/CAM软件的相互配合,方可实现以上目标。
为实现高生产率选择正确的金属切削策略
正确地选取刀具及切削参数可缩短加工周期,并降低单个工件功率消耗。快速金属去除过程不仅收获高生产率,还可节省能源。总体而言,刀具切削时间越短,生产率越高,消耗能源越少。同理,如果通过采用先进的CAD/CAM软件系统获取最短的刀具路径,优化切削参数,还可进一步提高生产率。
通过减振的加工解决方案提高生产率
分屑结构设计、高精度、对切削力有效地分配共同提高了刀具性能,结合减振设计及流畅的排屑设计大幅降低功率消耗,同时收获高生产率。推动低能耗和高金属去除率的两大主要因素是螺旋切削刃及不等齿距结构。不等齿距结构的刀具可消除谐波振动,而谐波振动是产生振动的主要因素。在加工中,每当振动或噪音产生时,操作者总是迅速降低切削速度、进给或切削深度等切削参数,而这样做不利于发挥刀具性能。
伊斯卡作为领军的刀具制造商,以提高生产率为目标持续创新,不断研发革新产品。
伊斯卡的防振降噪立铣刀(CHATTERFREE FINISHRED)就是一个很好的案例。该铣刀的特别设计旨在消除铣削加工中的振动,并可同时完成粗铣及精铣加工。铣刀的不等齿距螺旋刃排布消除了造成振动的主要因素--谐波振动,因此收获了快速金属切削,并实现了在采用粗加工切削参数的情况下,获得更高的被加工表面质量。

图1:防振降噪立铣刀(CHATTERFREE FINISHRED)
防振降噪立铣刀(CHATTERFREE FINISHRED)有整体硬质合金立铣刀及变形金刚立铣刀头两种形式(见图1),特别适用于采用ISO40及BT40刀柄的低功率机床。整体硬质合金立铣刀可实现最大切削深度达2倍直径的全槽铣。结合了粗加工铣刀及精加工铣刀于一体的整体硬质合金立铣刀,带4个不等齿距,38°螺旋角,中等长度,大大缩短了加工周期;在高载荷应用中有效减振,在粗加工参数下获得高的被加工表面质量。

图2:HELI2000防振降噪铣刀
减振(CHATTERFREE)设计理念还被用于可转位刀片,实现了在大悬伸的铣削加工应用中减振的目的(见图2)。新型铣刀片设计有独特的减振几何结构,可夹持于HM90 E90AD立铣刀,HM90 F90A面铣刀,HELIMILL套式铣刀或玉米铣刀。铣刀片带2个非对称设计的切削刃,可减振并延长刀具寿命。磨制的切削刃及特殊的刃口处理使得铣削的垂直精度更高;与常规刀片相比所需机床功率低10%。铣刀片独特设计不同的轴向刃倾角有助于排屑。与常规带偶数有效齿的铣刀相比,此刀具被证实更高效。宽修光刃可收获高的被加工表面质量,而束魔技术(SUMO TEC)合金牌号,IC380及IC830可迎接断续加工、重型加工及恶劣的切削条件下的各种挑战。
激发孔加工生产率
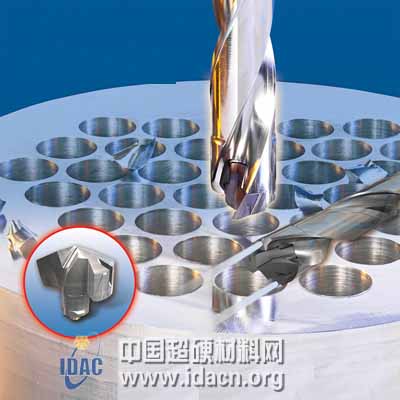
图3:束魔变色龙钻(SUMOCHAM)
革新还来自于伊斯卡于十年前研制的变色龙喷水钻(CHAMFRILLJET)以及最新版的束魔变色龙钻(SUMOCHAM)(见图3),此类钻头改变了孔加工的概念,为工厂大幅提高生产率做出了贡献。新设计实现了快换刀头,钻杆夹持于主轴即可完成操作;由此没有停机时间,且刀头与钻杆中心线的重复定位精度在±0.001mm内。钻头适用于加工各种被加工材料,特别设计的几何形状,对切削刃着重设计以实现快速排屑。束魔变色龙钻(SUMOCHAM)排屑流畅的特点使得钻深率令人难以置信,加快了钻削进程, 抬升了生产率水平。钻头直径范围从6mm到33mm,标准钻头直径按0.1mm递增。钻杆钻径比从1.5XD到12XD,均可实现快速钻削。在实际应用中,因钢质钻杆韧性佳,故而能避免在刚开始钻削阶段由可能存在的位置偏差导致的弯曲。
为获得高金属去除率,较常见的选择是带螺旋刃设计的刀具。源于伊斯卡刀片独特的切削刃及前刀面设计,车刀能以非常高的切削参数(尤其是大进给率)进行加工,同时降低作用于切削刃的切削力更小,切削刃与工件的接触面积更小,实现减振。刀尖角修光设计使得即便在大进给切削条件下也能获得高的被加工表面质量,也在许多应用中免除了精加工工序。88°刀尖角设计使得刀尖更强固。通过更换刀垫这样的简单操作,即可轻易地把螺旋刃刀片夹持于现有标准ISO车刀杆上。
通过切屑减薄提升铣削生产率
轴向切屑减薄通常与高速加工联系在一起,但采用夹持带大圆弧切削刃铣刀片的标准尺寸立铣刀在中速加工机床上也能收获相同的效果,获得高的金属去除率。当装夹大圆弧切削刃铣刀片在刀体上获得小的主偏角,在小切深下切屑减薄,可实现更大进给。而“高速加工”这一术语,特别是在加工钢的应用中,常常指用小直径刀具以高的主轴转速及大进给进行小切削深度的加工。尽管是轻切削,以这样的方式加工可获得高的金属去除率,以非常快的速度走完加工路径。鉴于切屑减薄作用,切屑厚度小于刀具的每齿进给量。这意味着可提高机床工作台进给,甚至可以超过机床主轴限定值。
被加工材料与铣刀前端刀片的大圆弧接触所产生的切削力并不仅仅是水平方向的,而是指向沿刀片中心点的轴向。在此情况下,仅有一部分切削力指向X轴及Y轴方向,其余切削力直指Z轴方向,也即指向主轴方向。而在三个轴向中,系统在Z轴的刚性是最佳的。作用于铣刀的侧向力减少对应的是使得铣刀挠曲的可能性更小,最终收获更可靠的加工。

图4: 双面螺旋刃大进给铣刀(HELIDO UPFEED H600)
伊斯卡丰富的大进给铣刀产品系列为提升铣削加工生产率兼顾降低功率消耗而特别设计(见图4)。 此设计提供了高的稳定性,即便是在大悬伸应用中也能以非常大的进给加工。另外,刀片夹持于楔形定位槽使得夹持刚性高。此类铣刀需配备内冷却通孔,特别是应用于大进给铣削、坡走铣、插铣及螺旋插补铣时。铣刀的轴向切削深度及径向进给以及主偏角共同决定了切屑厚度。45°主偏角使得切屑细长,加工所消耗的功率仅为方肩铣的70%。
较窄负倒棱和轻度钝化处理,是应对较恶劣铣削环境时刀片刃口的标准处理方式。但如遇严苛的断续铣削或大型工件的重型加工,必须加大负倒棱。每齿进给应大于刃口处理尺寸以确保刀具在切削工件而不是挤压工件,并获得足够厚的切屑。了解优化切屑控制、使得切屑合理减薄可大幅提高生产率。
总结
通过实施更先进的刀具解决方案,结合恰当的加工策略,采纳如前所述的先进加工要素,可赢取更高水平的生产率。
事实上,打开高生产率之门的钥匙在客户手中,采纳何种技术、采用何种刀具解决方案以及是否选用其非传统型的加工策略,最终都用户需要做出选择。为保持竞争力,希望机械师们改变理念,跳出条条框框,采用最先进的刀具解决方案。
实施高效加工方案将有利于降低切削力,更有效地分配切削力,消除振动,促使排屑更顺畅。这将最终实现每工件的最大金属去除率,外加最小化的能源消耗。








 豫公网安备41019702003646号
豫公网安备41019702003646号