

 手机资讯
手机资讯 官方微信
官方微信摘要:研究数控设备加工参数对电镀金刚石刀具切割石材时相对磨损率的影响,确定合理的加工参数,提高加工效率。采用正交实验方法设计金刚石铣刀磨损实验,在数控石材机床上铣削玄武岩,金刚石铣刀采用电镀法制造,铣刀磨损量采用高精密度电子天平测量。金刚石铣刀磨损表面采用LeicaMZ95体式显微镜分析。影响相对磨损率的主要加工参数刀具主轴转速、其次是进给速度和切割深度、最后是金刚石粒度。刀具底面的磨损比侧面严重,底面金刚石主要以脱落为主,侧面金刚石磨损以冲击破碎为主。
目前石材已经广泛进入到建筑装饰领域和工业领域中,同时异型石材的加工提升了石材应用价值和商业价值。石材加工技术已经向着数控化和智能化方向发展,石材加工设备刚度和精度都有了很大的提高。尤其是石材加工中心的应用将给石材加工带来新的前景,同时提升了石材加工技术水平。加工中心的应用有利于石材产品的质量提高和石材加工自动化程度的提高。加工中心配备很多金刚石刀具,研究这些金刚石刀具的磨损和效率对提高加工中心的效率和降低加工成本是一项关键技术。金刚石刀具的耐磨性受到诸多因素的影响,包括金刚石刀具的制造工艺、石材的种类和加工参数等。金刚石刀具制造工艺不同,其耐磨性评价指标不同。金刚石刀具的耐磨性是一个很重要的指标,一方面要保证金刚石刀具廓形,另一方面要保证切割效率,对加工中心金刚石刀具还要保证加工精度。影响金刚石刀具耐磨性的加工因素主要有石材的物理力学性能、刀具主轴转速、进给速度、切割深度、冷却条件等。金刚石刀具的耐磨性只是单方面衡量刀具的磨损量,而不能全面衡量加工效率和加工成本。因此,把金刚石刀具的磨损量与加工效率综合进行考虑,采用相对磨损率指标即切割率与刀具磨损量的之比,即反映出刀具的单位消耗和切割效率之间关系,又可以反映出加工成本。本次实验基于正交设计的实验方法,通过使用电镀法制备金刚石刀具,并在数控雕刻机上对石材进行加工,评定不同加工参数对相对磨损率的影响,同时研究刀具磨损形式和机理。
1 实验
圆柱金刚石刀头采用电镀方法,金刚石为MBD型,粒度为分别选择80#、100#、120#。电镀时电流密度为l.5A/din²,电镀时间为l0-11h,电镀液配方如表NiS04•7H2O:275(g/L);COSO4•7H2O:lO(9/L);NiCl•6H2O:45(g/L),H3BO3:37(g/L)。刀具基体为高速钢,直径6ram,切割部分高度为30ram,金刚石镀层厚度为0.4mm。电镀金刚石磨损实验在采用LK6090三坐标数控石材加工机床,该设备实现X轴、Y轴和轴Z三个方向的自动进给,加工原理如图l所示。刀具采用轴向进给运动,径向切割运动。主轴转速为3000~5000rpm,进给速度为400-600mm/min,切割深度0.2~0.6ram,主轴冷却方式采用水冷。金刚石铣刀加工时采用水冷却,其磨损量用精度为0.1 mg的FA2104N精密电子天平称重。金刚石铣刀表面磨损形貌采用Leica MZ95型体式显微镜观测。金刚石磨损可以用其绝对磨损量表示,即单位时间内金刚石刀具的磨损重量。式中q为金刚石刀具磨损重量(g),t为时间(s)。石材切割效率W可以通过图1几何关系表示即:
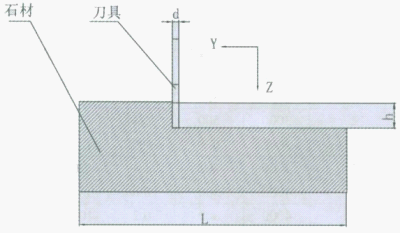
图1 石材加一加工原理图 W =Lhd/t (1)
式中:L——工件长度(cm),h——每次进给深度(cm),d——铣刀直径(cm),t——加工时间(s)。公式中v=L/t,V——进给速度。由此切割效率可以写成: W=vhd (2) 从公式(2)中可以明显看到切割效率与进给速度、切割深度和刀具直径成正比。为了更好衡量刀具磨损量与加工效率关系,可以建立相对磨损率Q,即石材切割效率与刀具磨损率之比。公式(3)中单位为cm3/g,即单位金刚石刀具磨损重量上所切割石材体积。W越大,金刚石磨耗越小,加工效率越高,成本越低。 Q=W/w=Lhd/q (3)
2 实验方案设计
本实验主要考虑加工参数对金刚石铣刀磨损量的影响,将金刚石铣刀的磨损量作为考核指标。实验在水冷却条件下进行,而没有考虑石材性能和冷却条件。加工参数主要有主轴转速n、进给速度秒、切割深度ap和金刚石粒度d,将这三个影响参数分别定为因素A、B、C,D,各因素选三个水平进行相对磨损率实验,选择L9(3)4正交表,各实验因素和水平如表1所示。表2是所得实验结果。
表1 实验因数和水平

表2 实验结果

3 实验结果分析
从表2的级差R可以看到RA>RB>RC>RD,由此说明主轴转速n对相对磨损率影响量最大,其次是进给速度v和切割深度ap,金刚石粒度d影响最小。相对磨损率是衡量加工效率一个比较好的评价标准,它可以综合反映石材的切割量和金刚石的磨耗量。主轴回转速度高,单位时间内切割石材多,而金刚石刀具消耗小。为提高加工效率,可以选择较高的主轴转速。
从图2中可以看到相对磨损率Q随主轴回转速度增加而加大,随金刚石粒度增加而加大,与进给速度和切割深度关系为非线性关系。以相对磨损率为优化目标,直接从表2中实验结果应选择主轴转速为5000rpm,进给速度400mm/min,切割深度0.6mm,金刚石粒度100目。但是从理论曲线图分析应选择最佳参数是主轴回转速度5000rpm,进给速度400mm/min,切割深度0.4mm,金刚石粒度l20目。理论分析和直接实验结果有一定差距,直接实验结果不是最佳结果。从实验分析来看,相对磨损率主要与切割效率成正比,与刀具磨损量成反比。而刀具的磨损量与进给速度和切割深度成正比,与主轴回转速度成反比。相对磨损率越大,说明加工效率越高,刀具磨损量越小,加工成本越低。
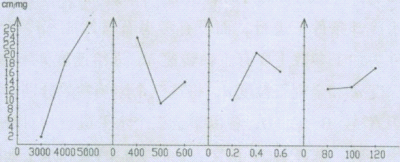
图2 相对磨损率与加工参数关系曲线
金刚石刀具的磨损除受加工参数影响外,还与刀具本身的制造工艺有关。金刚石刀具中金刚石要与基体合金有很好的把持力,同时其耐磨性与石材硬度相匹配。在金刚石刀具初始加工阶段,电镀金刚石刀具表面粗糙度很大,金刚石没有完全参与切割,造成金刚石刀具磨损量比较大,如图3所示,随切割时间增加,参与切割的金刚石数量增多,单位面积上金刚石压力减少,刀具磨损量下降,耐磨性增加。从图3中可以明显看到,初期金刚石刀具磨损比较严重,随切割时间增加,磨损量呈下降趋势。
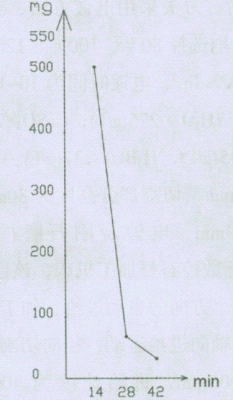
图3 金刚石刀具磨损量与磨损时间关系
金刚石刀具磨损形式主要有金刚石破碎、金刚石磨钝、金刚石脱落和基体磨损。从图4中可以看到金刚石刀具底面磨损状况。当金刚石粒度为80和100目时,金刚石刀具底面出现明显的犁沟,从金刚石破损的形式来看,主要有金刚石微小的破损和磨钝。金刚石基体的磨损犁沟与刀具切割速度方向一致。靠近刀具回转中心出现大的凹坑,主要由金刚石脱落造成。从图3中可以看到金刚石镶嵌在基体中,镶嵌的深度各不相同。金刚石与基体的把持力与镶嵌的深度有关。从力学观点出发,镶嵌的深度越大,即露出的金刚石高度越小,金刚石受到的弯矩越小。从加工效率观点出发则相反,露出高度越小,切割效率越低。从金刚石磨损形式来看金刚石磨钝的数量相对较少,金刚石脱落得较多,主要是金刚石与基体的结合能力较弱,有些金刚石还没有完成切割作用就被磨掉。另外从图4中看到金刚石粒度为120目时,刀具底面没有出现明显的犁沟,金刚石有部分破损。
图5为刀具侧面磨损表面。从图5中可以看到金刚石粒度为80和100目时,侧面磨损比金刚石粒度为l20目磨损严重。从图l的加工示意图中可以看到,金刚石铣刀加工石材时,侧面处于间断切割状态,而刀具的底部始终与石材相接触,金刚石刀具受到很大压力,同时冷却液冷却效果相对侧面较差,由此导致底部磨损比侧面磨损严重。此外,金刚石刀具底部的金刚石脱落后金刚石形成自由磨料,在外力作用下与石材和刀具形成三磨体磨损。导致刀具底面基体形成犁沟金刚石脱落。侧面受到冲击的次数比较多金刚石容易破碎。

图4金刚石刀具底面磨损状况 图5金刚石刀具侧面磨损状况
a一80目b一100目c一1 20目 a一80目b一100目c一120目
4 结论
影响相对磨损率的主要加工参数是刀具主轴转速n,其次是进给速度v和切割深度ap,金刚石粒度d影响最小。相对磨损率随主轴回转速度增加而加大,随金刚石粒度增加而加大,与进给速度和切割深度关系为非线性关系。刀具磨损量随切割时间增加而减少。刀具底面磨损比侧面磨损严重,金刚石刀具磨损的主要形式有金刚石磨钝、金刚石破碎、金刚石脱落和基体产生磨粒磨损。以相对磨损率最大为目标函数最佳参数应选择主轴回转速度5000rpm,进给速度400ram/rain,切割深度0.4mm,金刚石粒度120目。
参考文献
[1]Xie.J,TamakiJ.Parameterization of micr0—hardness distri—bution in granite related to abrasive machining performance Journal of Materials Processing Technology,2007,5(186);253-258.
[2]Tounshoff H K,Hillmann—Apmann H,Asche J.Diamond tools in stone and civil engineering industry:cutting princi—ples,wear and applications .Diamond and Related Materi—als,2002,3(11):736—741.
[3]高伟,刘镇昌,王霖等.石材锯切机理与金刚石刀具磨损机理的研究现状.刀具技术,2002,6(36):11—1 4.
[4]周灿丰,陈庆寿,李祖光.石材性质对锯切力的影响Ul.金刚石与磨料磨具工程,2000.5(119):21—23.
[5]孟剑锋,李剑峰,孟磊.金刚石刀具加工硬脆材料时的磨损及其影响因素的研究现状刀具技术,2004,3(38):6—8.
[6]6 Grabco D,Palistrant N,Shikimaka 0,et al.Hardness and Brittleness of Rocks Studied by Microindentation Method in Combination with the registration of Acoustic Emission Si9—nals[C].8th ECNDT,Barcelona,2002,7.








 豫公网安备41019702003646号
豫公网安备41019702003646号