

 手机资讯
手机资讯 官方微信
官方微信
刘琛1 刘庆2
(1.郑州磨料磨具磨削研究所,郑州450007)
(2.河南省煤田地质局三队,新乡453003)
【摘要】本文介绍的激光焊金刚石锯片专用砂带磨弧机,采用新颖的构思、合理的设计,使机器具有优越的性能,高的生产效率,磨弧精度高,而且操作方便,更换接触轮方便。
【关键词】激光焊金刚和锯片;砂带磨弧机
1.概况
采用激光焊接方式制造金刚石锯片是近年来发展起来的新技术,与传统钎焊或压制烧结锯片相比,焊出的锯片不但外观好,锯片精度和强度也大大提高。激光焊金刚石锯片刀头内圆弧面的加工是生产过程中的关键工序,激光焊金刚石锯片对刀头圆弧面的要求比普通锯片要高,圆弧面加工质量的好坏直接影响锯片的性能和寿命,良好的圆弧面可以提高锯片的几何形状和尺寸精度,降低锯片的偏摆量,提高焊接强度,防止脱齿,从而大大改善锯片的使用性能和寿命。
目前,国内不少厂家进口了激光焊金刚石锯片生产线,其配备的磨弧机均为砂轮磨弧机,使用过程中调整麻烦,精度难以保证,砂轮经常堵塞,效率低,严重制约了生产线的能力发挥一。为此,郑州磨料磨具磨削研究所采用砂带磨削原理研制了砂带磨弧机代替砂轮磨弧机,磨削激光焊金刚石锯片刀头内圆弧面,经生产使用证明,不仅效果良好,而且结构简单,调整更换接触轮方便,效率极高,安全平稳,是新一代理想的磨弧机。
本系列机采用三轮布置砂带磨削结构,接触轮为被动轮,磨削各种规格的锯片砂带线速度恒定。本系列机适用于Ø105-900mm的各种规格激光焊锯片刀头弧面的加工。
2 工作原理、结构和工作过程
2.1 工作原理
激光焊金刚石锯片专用砂带磨弧机采用砂带成型磨削原理,如图1所示。高速旋转的砂带靠主动轮、张紧轮、接触轮驱动、张紧和支撑,被磨激光焊金刚石锯片刀头弧面半径可满足以下公式:
被加工锯片刀头弧面半径=接触轮半径+砂带厚度
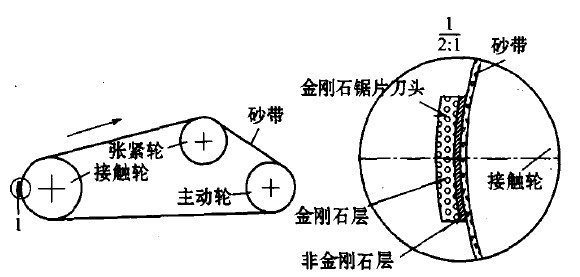
图1 激光焊金刚石锯片专用砂带磨弧机工作原理图
将被磨激光焊金刚石锯片刀头靠在被高速砂带包裹的接触轮上,被磨激光焊金刚石锯片刀头弧面就被加工出来。
现在使用的砂带采用静电植砂制造,锋利而均匀,厚度误差在±0.1mm,完全能够满足激光焊金刚石锯片刀头弧面精度要求,激光焊金刚石锯片刀头均有非金刚石层,非金刚石层具有很好的可磨性,砂带寿命长,一条50×2850规格的60 砂带(价值10元)可磨3000~5000个刀头。
2.2 机器的主要结构
本系列机共分五大部分:
(1)机架部件。机架部分采用铸铁结构,外形美观,刚性好,吸震。
(2)张紧部件。张紧部件包括一个张紧轮和一套弹簧张紧系统。张紧轮内装一对向心球轴承,轮子旋转而轴不转,此种结构能很好地满足高速要求,结构简单,安装调整方便,在砂带受力伸长时弹簧可自动张紧砂带。
(3)驱动轮部件。驱动轮部件安装在一台Y系列2级电机上,是整个系统的动力来源。
(4)接触轮部件。接触轮部件安装在一套高精度主轴上,主轴精度可达到径跳≤0.005mm,轴跳≤0.01mm,主轴和接触轮配合面采用1:5锥面连接结构,保证了接触轮的安装精度,设计了专用拨轮器,拆卸方便。一个规格的锯片刀头对应一只接触轮。
(5)电器部件。电器部件控制电机开停,安全方便。
2.3 工作过程
机床简图见图2所示,根据所要磨削的刀头的规格选择对应的接触轮1,并将其固定在主轴上,将锯片刀头2成串叠加在夹具3上,夹在夹具夹持架4上并固定牢,顺时针转动手轮5,将锯片刀头与接触轮接触,慢慢进刀,直到弧面磨好,逆时针转动手轮5,使刀头脱离砂带,将夹具3从夹具夹持架4上卸下,重复上述动作,即可对锯片刀头进行批量磨弧。(简便实用的磨弧方法是手持锯片刀头靠向接触轮1,轻轻一蹭即可完成磨弧,效率极高,2000—3000刀头/小时)。
3 主要技术参数
(1)加工锯片刀头范围Ø105 900mm
(2)电机功率2.2kW
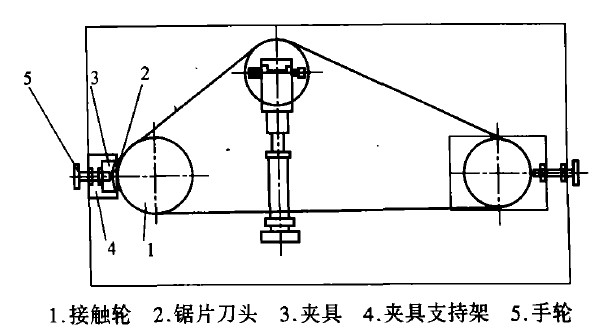
图2 激光焊金刚石锯片专用砂带磨弧机结构简图
(3)砂带规格(两种) 50mm×2850 A印(Ø390以上用)50mm×2400 A60( Ø340以下用)
(4)砂带线速度 23m/s
(5)驱动轮Ø150mm 调偏轮Ø160mm 接触轮Ø90-900mm
(6)外形尺寸 3000×800×800mm
(7)机器总重 500kg
4 应用情况
本机自投放市场以来,深得锯片厂家的青睐,结构简单,体积小,价格低廉,仅为砂轮磨弧机价格的l/3—1/2,生产效率极高。丹阳某厂购机后生产验证情况,以Ø300mm锯片为例,每分钟可加工刀头2000个,砂带成本3元/1000只刀头。








 豫公网安备41019702003646号
豫公网安备41019702003646号