

 手机资讯
手机资讯 官方微信
官方微信
吴春丽
( 山东大学机械工程学院,山东济南250061)
【摘要】对金刚石砂轮的损耗机理进行了系统的研究,并对金刚石磨料粒度、浓度,以及结合剂的合理选择进行了分析。
【关键词】金刚石;砂轮;损耗;磨削
引言
近年来,随着金刚石、立方氮化硼等超硬材料应用范围的日益扩大,市场竞争日趋激烈,国内外许多公司和厂家纷纷致力于这方面的研究,迄今已有不少公司研制出磨削加工超硬材料的专用设备,如日本大阪金刚石工业公司的CPG、英国Cobom Machine Co.的RG4等专用设备。它们都具有下列基本性能:
( 1)有足够的稳定性和刚性;
( 2)不产生振动,避免切削刃破碎;
( 3)主轴有足够的动力;
( 4)磨削力可以调节;
( 5)具备特殊性能的金刚石砂轮;
( 6)有充足的冷却剂供应。
有的设备还配备主轴变速、砂轮自动修整、工具显微镜以及刀尖半径自动加工装置等。磨削加工实质上是砂轮表面上随机分布着的大量磨粒进行切削的过程。由于金刚石、立方氮化硼等超硬材料具有极高的硬度和耐磨性,其磨削加工机理与一般金属材料的磨削加工有很大程度的不同。系统研究超硬材料磨削加工过程中金刚石砂轮的损耗机理,对合理选择和使用金刚石砂轮具有指导意义。
金刚石砂轮损耗的显微分析
将各种磨削加工条件下使用后的金刚石砂轮在显微镜下进行观察,可以详细分析其损耗情况,结果如下:
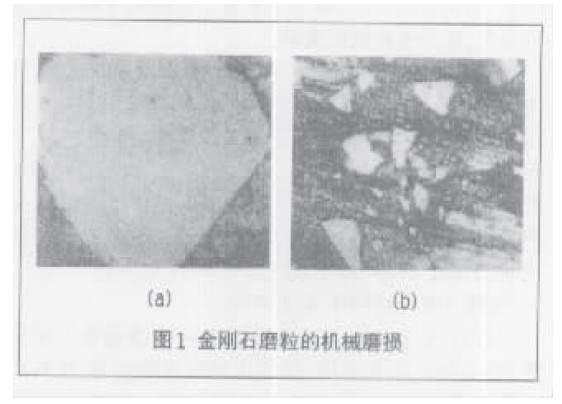
在磨削力和磨削速度都较低的条件下,金刚石砂轮使用后,其表面上分布着大量的棱角分明、反光一致的金刚石磨料的磨耗小平面,如图! 所示。这是由于金刚石磨粒与超硬材料的机械摩擦而产生的机械磨损。这种磨损是逐渐进行的,磨粒的磨损量与其磨削行程长度成正比例关系。
在磨削区温度较高的磨削条件下,金刚石砂轮上的金刚石磨粒产生氧化和石墨化而损耗,如图3 所示。根据金刚石的性质可知,氧化、石墨化的程度取决于金刚石磨料的晶体完整性,并且石墨化的程度还与晶体方位有关。晶体完整性好的金刚石磨料,其氧化、石墨化损耗的程度低。
金刚石砂轮表面上部分金刚石磨粒发生局部断裂和破碎,以致整粒脱落。图4 中的金刚石磨粒发生解理破坏。由于晶体解理是由晶体结构因素7化学键的类型、强度和分布所产生的平面破裂,它经常是沿化学键强度最终的方位面产生。磨粒分布的随机性,决定其发生解理破坏是不可避免的。
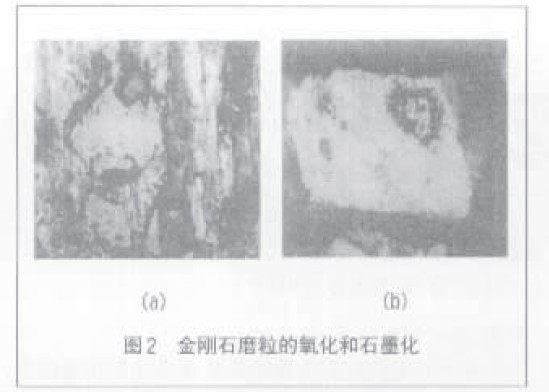
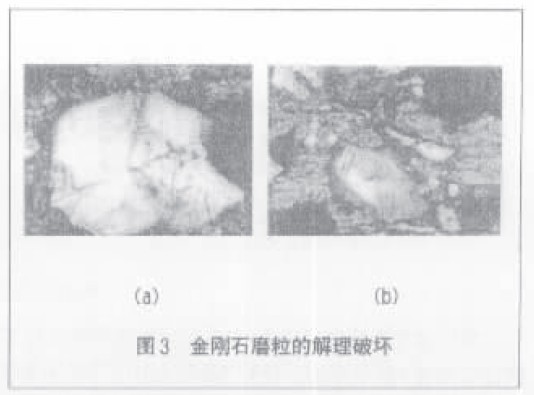

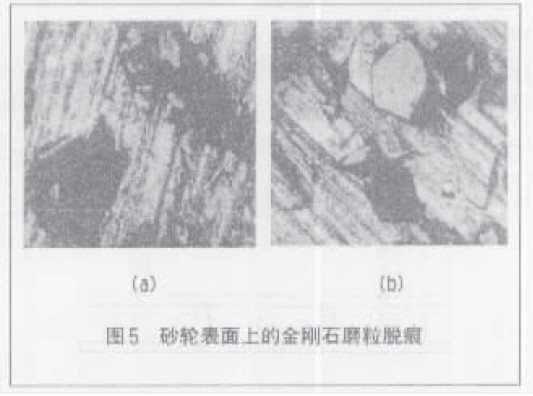
图4中的金刚石磨粒发生局部断裂和破碎,破碎形成的断口是无规则的。磨削过程中,磨粒瞬时升至高温,又在磨削液的作用下急冷,反复多次,在磨粒表面上形成很大的热应力,使磨粒表面开裂破碎。热应力破碎磨损与金刚石磨粒的缺陷分布以及氧化、石墨化有密切的联系,因此,首先在磨粒晶体表面缺陷处产生局部热应力集中,诱发多个裂纹产生和扩展。在磨削力的作用下,强度最弱的部分产生破碎。磨粒的破碎和脱落是磨削力和磨削热共同作用的结果。
当作用在磨粒上的机械力超过砂轮结合剂对其的结合力时,便产生磨粒的整粒脱落,如图" 所示。实验结果表明,在结合剂结合力较小(例如使用树脂结合剂)的情况下,磨粒容易整粒脱落。
金刚石磨粒及结合剂的合理选择
磨料粒度的选择
金刚石砂轮磨料粒度的选择直接影响超硬材料磨削加工表面质量和加工效率。在能够满足加工质量要求的前提下,尽量选择较粗的粒度,提高加工效率。粗磨时,可以选用120-150#粒度的磨料,精磨时可以选用180-240#粒度的磨料,超精磨时可以选用W40-W7粒度的微粉磨料。
磨料浓度的选择
金刚石砂轮中磨料的浓度对超硬材料的磨削效果有一定的影响,浓度过高或过低都会造成磨料的过早脱落,使砂轮损耗费用增加。实验结果表明,粗磨时,可以选择较高的浓度,以增加单位面积内的有效磨粒数,提高加工效率+精磨时应选择较低的浓度。一般情况下,粗磨时磨料浓度可以选用100-150%,精磨时磨料浓度可以选用75-100%左右。
结合剂的选择
具有良好导热性的金属结合剂对磨粒的结合力较大,适用于晶形比较完整的金刚石磨料,具有相对较高的磨削比。树脂结合剂对磨粒的结合力较弱,适用于脆性大、强度低的金刚石磨料。陶瓷结合剂性能介于上述二者之间。铸铁短纤维结合剂对磨粒的结合力高达50-100kg/mm2,抗拉强度高达15-30kg/mm2,比普通金属结合剂性能优越很多。由其制成的金刚石砂轮磨削加工工程陶瓷时,磨削比大约是树脂结合剂砂轮的4-5倍,适用于制作晶形完整的金刚石磨粒砂轮。
结束语
在磨削力和磨削速度都较低的条件下,金刚石磨粒主要产生机械摩擦磨损。在磨削区温度较高的条件下,金刚石磨粒产生氧化和石墨化。磨粒的解理和破碎是磨削力和磨削热共同作用的结果。当作用在磨粒上的机械力超过砂轮结合剂对其的结合力时,便产生磨粒的整粒脱落。
[参考文献]
[1] 王越、刘新才"金刚石复合刀具加工技术的研究及应用[J]"磨料磨具与磨削,1988, (5)
[2] 刘镇昌(译"金刚石晶体的面方位测定与研磨加工特性[J]"磨料磨具与磨削,1990, (3)
[3] 张建华"聚晶金刚石的成型加工新技术及机理研究[D]"山东工业大学博士学位论文,1991,(6)








 豫公网安备41019702003646号
豫公网安备41019702003646号