

 手机资讯
手机资讯 官方微信
官方微信
华川海 肖 鸿 姜荣超
(丹阳华昌钻石工具制造有限公司, 江苏212300)
【摘要】通过对欧美金刚石工具市场的考察, 因特网(Intemet)上的访问等, 对国外锯切石材用金刚石工具的发展特点与趋势进行7初步分析. 为今后积极开发国外市场提供了思路与参考。
【关键词】石材锯切 金刚石工具
1.前言
随着我国经济改革与开放的发展,我国已成为世界上超硬材料与石材生产大国。全国有700余家金刚石厂, 拥有4000多台金刚石压机. 年产金刚石单晶达5亿ct, 成为世界上生产人造金刚石的大国。石材方面,1996年石材荒料开采超过620万 ,花岗岩与大理石板材产量达1.66亿m2,1997年石材产品出口437万吨, 创汇7.66亿美元, 实现连续5年稳定增长,并创历史最高水平,从生产量、出口量、消费量与锯加工量来讲,我国仅次于意大利.已成为世界上第二大国。但远不是强国,主要表现在金刚石品种单一,质量差.合成设备与工艺的控制水平差,金刚石工具在国际市场上所占份额小,石材矿山开采技术落后,开采与加工技术装备仍需进口.名优品种与高挡产品少。相反进口量不断增加,企业管理跟不上。因此研究国外石材锯切金刚石工具发展的特点与趋势将有助于推动我国超硬材料与石材工业的发展,开发金刚石工具的国内外市场。
2.国外锯切石材用金刚石工具发展特点与趋势
2.1为生产高效优质锯片.
开发锯片级专用金刚石为适应锯切工具的多种需要,De Beers公司与GE.公司都专门开发出锯片级金刚石系列。见表1。
表1.De Beers与G.E.金刚石品种系列

De Beers公司推出了钴基与镍基触媒合成金刚石两个系列,对金刚石中的夹杂与包裹体通过合成工艺的改进.使单晶中的夹杂细化与有序排列,而大大提高金刚石单晶的热稳定性与抗冲击强度。1997年3月在原有ANsI/FEPA粒度筛分与质量控制标准基础上, 推出PPC (每克拉金刚石的颗粒数量)标准。见表2:
表2 粒度标准
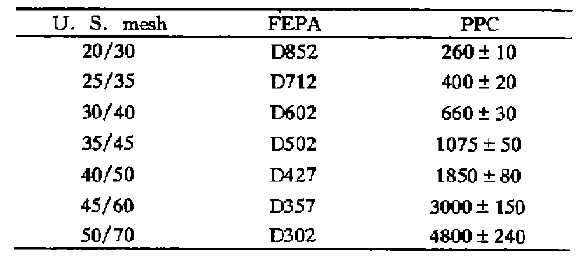
提高了对每种粒度金刚石的实际平均粒度与筛分上下限粒度分布的控制, 有利于严格控制制品中金刚石的露出高度及相应浓度时单位面积上的金刚石颗粒数.这有利于提高锯切质量与效率, 为使用户更合理选用不同工作条件的金刚石牌号与品种,该公司还新近推出锯切金刚石选用指导系统.从不同温度下的强度特性, 晶形完整性与磨损机理三个方面提出推荐图表。
G E.公司为了探讨金刚石物理性能与锯片性能的相互关系,对金剐石的性质及其测定方法做了大量工作。如对金刚石晶形进行量化测试.率先利用计算机图象分析晶形特征,根据单晶(111)和(100)晶面的相互关系导出了Tau(托)的定性指标。t=b/a及偏心率(Ecc), 即晶体短轴/长轴比。在晶体强度方面, 除采用韧性指数(TI)和热稳定韧性指数(TTI)外. 又提出更全面更可靠的抗压破碎强度(cFS)指标, 它反映了锯切应用中晶体在动态下的负荷及实际强度分布。该公司还开发MBS Ti2一镀钛金刚石与MBS Q2一镀铬金刚石,前者适于高温烧结的铁一镍,钴一青铜结合剂, 后者适于低温烧结的铁一青铜基结合剂,镀层金刚石与结合剂有很强的化学与机械把持力, 提高单晶的抗氧化性与破碎强度,可减少金刚石脱落, 提高锯片寿命。
2.2重视粉末. 眙体与饶结工艺的研究
金刚石工具的综合性能取决于金刚石、胎体、加工对象与锯切设备及其工作方式。而胎体承担着分散与把持住金刚石,防止其脱落, 又使金刚石不断出刃,保持合理的突出高度, 与金刚石磨损速率相匹配,还要承担与分散冲击载荷与散热。因此国外有专门的公司与厂家为金刚石工具制造商提供单体金属粉末及锯切不同对象(如大理石、花岗石、混凝土与钢筋混凝土)的专用胎体粉末。如美、加的Kennamet—al Inc., 法国的Eurotua~stene 公司, 德国的DR FRITSCH KG。这些公司对单体金属粉末都提供烧结证书与测试报告。对胎体粉末则提供主要成分、平均粒度、烧结温度与压力. 不同烧结温度时刀头(节块)的密度与硬度曲线。Kennametal Inc.提供钴基,镍基与铁基胎体粉末1O多种。Dr Frltsch KG提供钻基与无钴胎体粉末3O多种。几十年来在欧美工业金刚石工具中钴基是主要胎体成份。但是近年来对钴的有效技术性能有所争论,更严重的是钴被列为可疑致癌物质.故在制造与使用时必须采取严格的预防措施。加之价格昂贵,同时价格与供应货源有时有起伏与波动。Boart longyear Diamond Products【LB—DP]公司经过较长时间的技术与经济评价工作.认为镍与铁两者可取代钻, 两者在化学上与钴接近, 并且货源充足。但随后镍粉被证实属于致癌物质.故集中精力. 经过多年的研究及在实验室与各地的生产试验.开发鉴定了铁基粉末工艺技术。铁基胎体价格稳定、成本低.货源充足, 其产品性能与钴基相当.有时还有所提高.具有市场竞争力, 在南非该公司的产品有一半采用铁基胎体。为了促进金刚石工具厂烧结工艺的革新. 瑞士Innovative Sintering Tech110logiesLtd在今年3~5月分别在瑞士、德国与意大利为金刚石工具厂举办粉末冶金、冷压与热压工艺的革新及金属结合剂金刚石工具合理生产与应用的课程培训与研讨。
在烧结工艺方面:强调粉末制粒工艺.提高了金剐石在胎体中的均匀分布。采用冷压一有保护气体的热压烧结工艺.有效提高了刀头密度与烧结质量.实现预先设计与数控烧结工艺, 突破传统的钴制作基胎体配方.开始以铁代钴制作眙体。
2.3锯片基体生产专业化
锯片基体的生产主要集中于专业化的大厂家.如德国的Heinich Mummer&off Gmbh&Co.KG.美国International Knife& saw Iac.。法国的ED~SSO--WERK公司与ALTEA公司及意大利的s.A.F.A.S.P.A.公司。最大的锯片直径已经高达5m,为激光焊接锯片提供低碳合金钢基体,为满足环保要求生产三明治消音基体和带沟槽的低噪音基体。为保证批量生产与严格的质量要求,在基体生产中采用不少先进的自控设备。如激光成形切割, 计算机控制热处理, 高速磨削开齿槽, 万能应力滚压一测试机。最近Paf—fenhoff公司还推出PSR1601型工业PC机控制的集测量+应力消除+滚压校平+试验四种功能于一体的设备用于基体生产。
2.4锯片加工设备自动化
为了保证锯片的加工质量与重复批量生产,国外都采用经过不断改进的单台专用自动化程度较高的加工设备。专门生产供应这种设备的有德国的Dr.Fritsch公司.意大利的Sintris公司和ARGA公司。他们生产的系列产品见表3。
意大利ARGA公司为金刚石锯片厂设计了一条自动与半自动锯片生产线, 可生产Ø100~180ram锯片,每班600片;Ø200-250ram锯片,每班360片;Ø260-350mm锯片, 每班160片, 生产由装模.给料.冷压.预热,炉内加压.热压烧结, 出炉转运.强制风冷,水冷却器强制冷却,卸模,滚压校正与清模等工作组成。
表3 锯片生产设备

2.5激光焊接锯片获得发展
欧美各国用户对锯片使用的安全性、可靠性及防止刀头脱落的危险要求越来越高,因此激光焊接锯片获得发展。激光焊接的优点是:焊接熔深大,焊缝深宽比较大,故刀头与基体的结合强度比较高,焊接牢靠. 由脱片 }起的伤害危险性大大减小。激光光斑直径小, 比能小,热影响区小.焊接区不易变形。当干切或冷动不够时,其高温强度高.而不易变形。当干切或冷却不够时,其高温强度高.而不易使锯片产生应力或变形。由于焊接速度快,热作用区小.冷却速度快,焊接易于实现自动化与高效生产。其缺点是设备昂贵,投资大.对胎体材料有严格要求,要使用过渡层。对刀头与基体加工精度要求高.基体材料必须使用低碳合金钢。
为生产激光焊接锯片DR.FRITSCH公司可提供LSMS00全自动焊机与Lsvg00半自动焊机。意大利SINTRIS也提供三坐标自动焊机。LSM800激光焊机采用1700W co2激光器, 电脑数控。将锯片基体小车推进后,全部焊接过程自动化, 可焊接Ø115- 800mm. 锯片刀头长20~50mm, 高5~10mm,厚2-2.6mm, 锯片直径公差±0.05mm。刀头焊前必须进行磨弧处理。高频焊接刀头抗弯强度一般为35O~600N/mm2 ,激光焊接时可达1800N/mm2.最早采用激光焊接锯片的有英国的Nimbus公司,意大利MG公司, 比利时Diamant Boart公司, 美国的Norton公司。南韩金刚石工具厂大都有激光焊接的锯片产品。
2.6金刚石绳锯获得广泛的应用
作为金刚石工具发展过程中的第三代产品, 经过廿年的研究、开发与完善,金刚石绳锯不但广瑟应用于大理石开采, 还可用于砂岩、花岗岩等的切割;不但用于露天采石场, 还可用于地下窄矿脉及岩爆危险的地下金矿的开采; 不但用于异型石材制品的加工,还可用于建筑与道路工程的钢筋混凝土的拆毁与修整。意大利200多个采石场全部推广与使用金刚石串珠绳锯,南非地下开采中现有18套绳锯在使用。我们对10个国家与地区的26个金刚石工具厂的调研表明.金刚石串珠绳年产量达100万米,其实际需要量还在不断增长。
金刚石绳锯的广泛应用与强大的生命力,这主要是它具有如下一系列优点:设备简单, 易于安装. 不受场地与空间条件的限制.可进行水平、垂直与倾斜方向的切割,适应性强;工作时间噪音低振动小,对周围环境干扰小;显著提高石材开采的荒料率, 保护珍贵的石材资源, 并可降低开采成本;可开采出大尺寸荒料, 增大成材规格, 充分发挥先进石材加工设备的效率,增加板材产品规格, 切割效率与经济效益;可加大各种形状的花岗岩与大理石异型制品,大大提高附加值与效益;可快速、安全地对建筑工程进行改造、修整与拆毁。
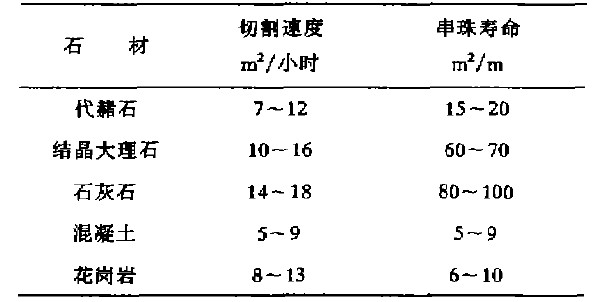
DiamantBoart公司在开发金刚石绳锯方面做了大量工作。早期生产金剐石锯机有DIAFIL180,DI—AFIL1000,DIAFIL2000与DBRAOL绳锯导孔钻机。此外德国的Carl Meyer与Atbes. 比利时的DebeLLe,Smetcoren.意大利的Pecoblitz,DF2000与Falc0锯机及最近生产的Bidese impianti四轴数控仿形锯机.可锯切石材尺寸为2.1×3.55×2.5m。一次可锯下厚1.5cm的板1O块,主机功率70H.P, 全部锯切参数实现数控,一人可同时管理3台锯机。最多绳数为1O根.其线速度为15~33m/s, 串珠直径为8mm, 每米44个串珠, 长65m, 切缝宽8.5±0.5mm, 每日可切割250m2, 相当2台框架锯机效率。日本Ya—maI1a公司也研制出YGN一1型多绳锯机。意大利还生产一种Pentadiam多绳仿形锯机,用于异型石材制品加工。串珠的尺寸与性能及使用效果见表4、5。
表4 金刚石串珠规格
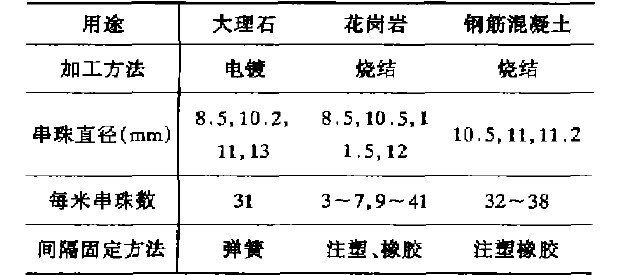
表5 金刚石绳锯据切效果
串珠绳的钢丝采用49,133股.外径5mm 的多股不锈钢钢丝绳,抗拉强度160~180公斤/ram2。电镀串珠绳采用DeBeersCo.SDA—E型35/45目金刚石。胎体的金刚石浓度5O~55%, 电镀厚度要求严格控制。镀层lmm, 有单层镀与双层镀两者, 后者使用寿命较长, 电镀串珠主要用于切割大理石。切割花岗岩主要采用冷坟烧结串珠。为此De Fritsch公司研制出KP3 型冷压机, ARGA 公司专门生产CAR1042冷压机用于压制金刚石串珠, 每小时可压制420个, 重量精度可达 0.03克。切割花岗岩烧结串珠采用40/50目金刚石,金刚石用量0.37ct/个。切割钢筋混凝土用烧结串珠,多采用SDA100+、SDA85+金剐石,30/40,40/50,50/60目金刚石,浓度为38~5O%左右。串珠之间的间隔,切割大理石的串珠采用弹簧间圈. 切割花岗岩与混凝土则采用注塑保护间圈,或采用氨基甲酸乙醇橡胶。这有利于串珠寿命的提高。
2.7重视石材可锯性与锯切机理的研究
为满足市场的需要,根据石材的性能,研制与推出性能优化的金刚石工具,并推荐合理的工作参数,实现高效低成本的切割,以达到扩大产品销售的目的。各国金刚石工具制造商都重视石材可锯性研究与评价。如wINTER公司依据磨蚀性将石材分为四级。意大利DIAMANT-D公司通过200多种花岗岩的试验研究.提出相对锯切指数ISR的测定计算方法。近年来意大利地质部门.~SSODLAM[意大利金刚石工具制造商协会】与MARMOMACHINECLUB合作对l1种花岗岩与大理石的岩相学、物理机械性质与努谱硬度【Knoop]进行测定。并由DeBeers公司与D.E公司进行切割工艺试验,最终提出以HK25,HK75/HK75为依据的可锯性分级图表。
为使用户正确选用金刚石、胎体、锯片及锯机的锯切参数,DeBeersCo ..G.E.Co ..DiamantBorartCo .与Boart Long'years公司对石材的锯切机理、金刚石、胎体及刀头的磨损机理的研究做了大量工作。最近德国设诺威大学采用宏观与微观两种测试技术, 对锯片磨损过程进行测定,探讨了不同岩石与锯机工作参数条件下金刚石、胎体、刀头的磨损过程与机理,为改进胎体配方与锯片质量提供科学依据。
3.迎接新世纪的金剐石工具行业
金刚石工具行业怎样迎接新世纪,妊入2000年.下面将意大利25家金刚石工具厂家的意见与看法归纳如下:
(1)面对市场, 特别是世界市场, 积极参与市场竞争,快速准确地满足用户与市场的需要,技术进步与市场开发并举, 用市场需要刺激技术进步, 用技术进步促进市场开发。对印度, 巴西与东欧市场看好。市场是全球性的,但是对于 殉国家,地露与她质条件下.对产品的要求是不一样的,市场的竞争将是质量、价格与服务三个因素方面的竞争.强调合理的价格质量比与价格性能比, 力求用生产自动化以降低生产成本。
(2)强化产品质量与标准。一致认为市场竞争很重要的方面是产品质量的竞争。贯彻与执行UNIONISO9000质量认证体系及FEPA标准是重大措施。
(3)开发新产品迎接新世纪。开发新产品占领市场迎接新世纪是大家的共同打算,但是开发什么样的新产品众说纷纭。认为金刚石绳锯, 多片圆盘组合锯与框架锯的金剐石锯片及金剐石窄带锯有待进一步完善与扩大市场. 比较多的看法是花岗岩板材的磨平与抛光用金刚石工具是今后重要的产品与发展方向。
(4)积极开拓国际市场, 要让我国的锯片走向世界.必须吸收国外锯片发展的成功经验,发挥我们的优势,积极开拓国际市场, 而国际市场竞争是激烈的,如欧洲l5国磨料工具与磨料的制造和供应商就有2000多家。意大利大理石加工设备俱乐部(Mar—momachhae CLUB)有270个成员. 其中金刚石工具制造商就有40家,去年秋天在芝加哥举行的国际五金工具博鉴会有参展公司3500多家, 我国公司近500余家, 我国、香港和台湾有330多家, 金刚石工具参展厂家有几十家。
(5)实施ISO9000质量管理与质量保证体系,并取得其认证, 这是使我们的产品走向世界的第一张通行证.国外有名的金刚石及其制品厂家如De Beers公司、G.E.公司、Boart Longyears公司都早已贯彻执行与取得ISO9000认证,都以此来加强自己的国际竞争实力,并取信于用户。
(6)利用多媒体技术与信息网络向世界推出自己的产品与公司形象,丑p在国际互联网(Intemet)建立自己的主页(Home Page)与电子邮件(E—Mail)地址,让世界各地用户能够迅速访问我们, 了解我们的产品,进行商务谈判与成交合同。
(7)不断创新:在产品结构、形象设计上, 加工工艺上不断创新, 不断向用户提供更多、更好的新产品。提高产品质量、降低生产成本、改进销售服务.加强自己的竞争能力。因为目前国际市场的竞争.就是在质量、价格、与服务三个方面的竞争, 要不断提高产品的价格质量比, 价格性能比。要按质、按量、及时地向用户提供产品, 以适应代理商与用户的要求。
(8)提高锯片的安全性与切割效率(锋利度)与寿命.欧美用户对锯片的安全性提出了更高的要求,因此激光焊接锯片得到发展。锋利好切是用户对锯片的第一感受与评价。
(9)注重产品的表面加工与包装质量。作为商品, 国外用户特别注意锯片的外观表面加工质量及包装。它有助于产品的推销. 用户的信任。
(10)提高锯片的总体水平, 使自己的产品进入专业产品市场, 国际锯片市场基本划分为底价位的DIY (Do is yourself)产品, 通用性(Universa1)产品与专业性(Professiona1)高价位产品。前者价位低、市场小;后者价位高、市场大、利润高。
(11)注意人才的培养, 工人素质的提高. 注重知识创新.提高产品的科技含量。知识经济时代已经来临.产品与市场的竞争.将是知识与人才的竞争,创新能力的竞争.只有这样才能有锯片的新材料、新配方、新工艺、新产品。才会使企业立于不敢之地。
(12)注重市场分析, 找准市场定位与产品的发展方向。为此国外有专门的机构进行这方面的工作,如美国一机构曾对超硬材料的发展.做过市场分析。意大利的Marmomaehine CLUB每年都发表他们对世界石材市场的分析,进出口量及金额的统计。去年底英国的Materials Technology Publicatioaas曾出版一个欧洲和国际磨料工业的市场/工艺技术报告,对各种磨料产品市场进行了较详尽的分析。对于一个企业也要通过多种渠道、多种媒体对市场进行自己的分析,以便制定产品的发展方向, 材料与工艺的改进措施等。








 豫公网安备41019702003646号
豫公网安备41019702003646号