

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201710386263.4申请人:杨凌美畅新材料有限公司发明人:曲东升王新平曹民博&nbs
申请号:201710386263.4申请人:杨凌美畅新材料有限公司
发明人:曲东升 王新平 曹民博
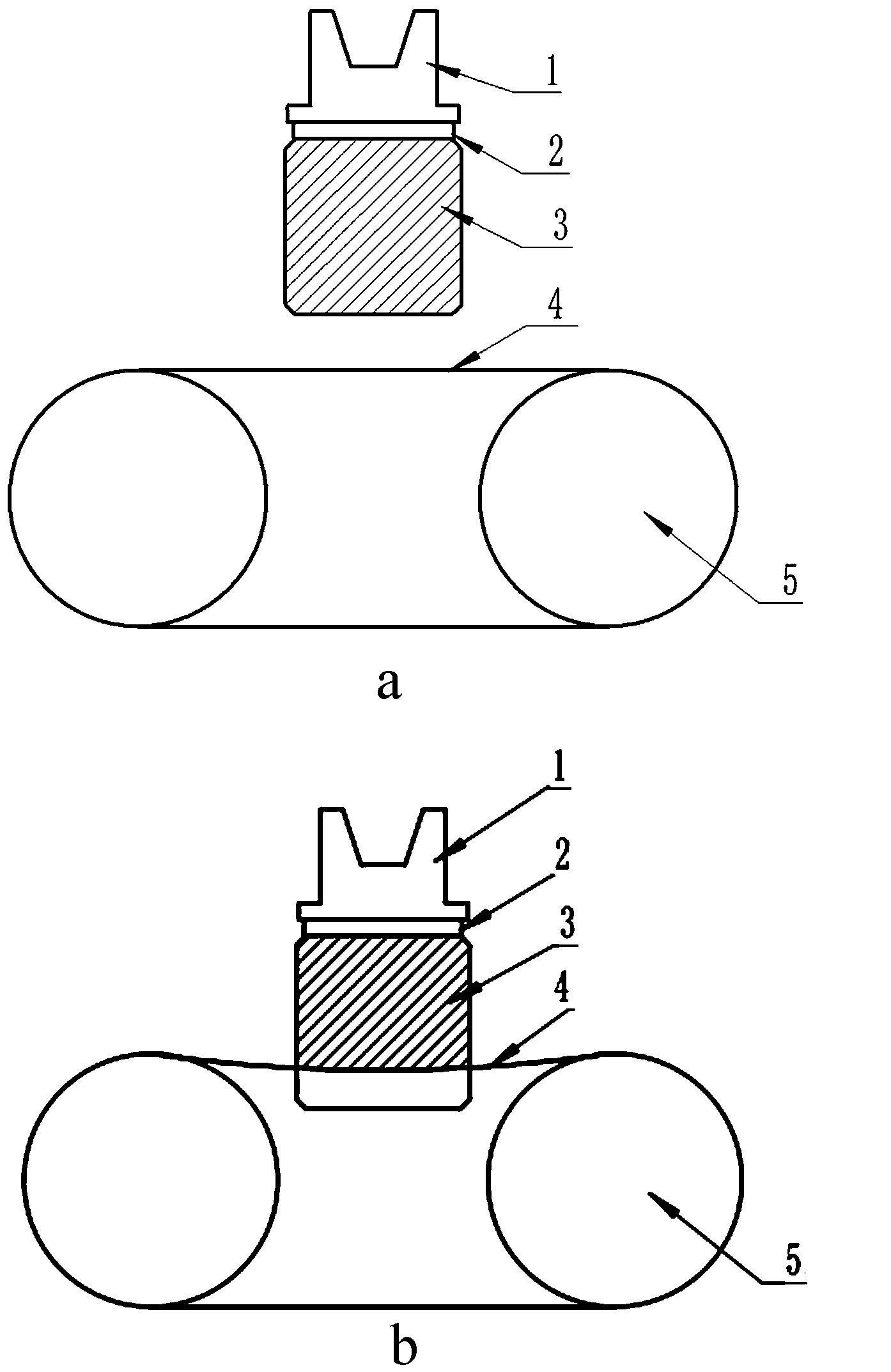
摘要: 本发明提供了一种电镀金刚线高效切割硅片的方法,包括如下步骤:(1)粘棒,(2)上料,(3)配制切割液,(4)切割,(5)下料,(6)脱胶、清洗,(7)检测、包装;所述步骤(4)切割:所述切割由切割机架带动硅棒向电镀金刚线网移动,同时主辊带动电镀金刚线网作往复运动实现切割,所述电镀金刚线上金刚石颗粒密度200‑350颗/mm,切割过程中,电镀金刚线的切割张力为6‑16N,电镀金刚线的线速度为1200‑1800m/min,工件切割速度为0.8‑3.5mm/min,切割液温度为18‑23℃,切割过程中,电镀金刚线采用逐渐递进法或先反向供给后正向供给的方式。采用本发明切割方法能够在2h以内完成对8.4inch、650‑700mm晶体硅棒的顺利切割。
2.根据权利要求1所述的一种电镀金刚线高效切割硅片的方法,其特征在于,所述切割速度分为三部分:进刀切割速度为1.5-3.5mm/min,主切割速度为2-3.5mm/min,出刀切割速度为0.8-1.0mm/min。
3.根据权利要求1所述的一种电镀金刚线高效切割硅片的方法,其特征在于,开始切割前,调节冷却液流量到10-30L/min,优选为0-1L/min,上述流量对应切割深度设定为1-10mm;当切割达到设定位置时,将冷却液流量调节到130-170L/min。
4.根据权利要求1所述的一种电镀金刚线高效切割硅片的方法,其特征在于,所述逐渐递进的切割方法为金刚线以往复切割方式从主辊的头端向着末端先行走,所述每个往复循环中,头端向着末端行走的电镀金刚线的数量大于末端向着头端行走的电镀金刚线的数量。
5.根据权利要求1所述的一种电镀金刚线高效切割硅片的方法,其特征在于,所述先反向进给→后正向进给的进给方式为电镀金刚线以往复切割方式从主辊的末端向着头端先行走,当电镀金刚线切入工件位置一定距离后,金刚线又以往复切割方式从主辊的头端向着末端行走,所述每个往复过程金刚线在主辊的槽里都是螺旋行进,所述反向进给所需电镀金刚线总量小于等于正向进给所需电镀金刚线总量。
6.根据权利要求1所述的一种电镀金刚线高效切割硅片的方法,其特征在于,所述电镀金刚线直径为50-80um,电镀金刚线破断张力为10-23.5N,电镀金刚线上金刚石颗粒直径为5-16um,金刚石颗粒出刃高度4-7um。
7.根据权利要求6所述的一种电镀金刚线高效切割硅片的方法,其特征在于,所述电镀金刚线上金刚石颗粒直径为6-8um。
8.根据权利要求1所述的一种电镀金刚线高效切割硅片的方法,其特征在于,所述电镀金刚线的线速度为1200-1500m/min。








 豫公网安备41019702003646号
豫公网安备41019702003646号