摘要 申请号:201710181800.1申请人:中国工程物理研究院激光聚变研究中心发明人:周炼安晨辉张清华陈贤华王健赵世杰
申请号:201710181800.1
申请人:中国工程物理研究院激光聚变研究中心
发明人:周炼 安晨辉 张清华 陈贤华 王健 赵世杰 廖德锋 侯晶
摘要: 本发明提供一种非球面磨削圆弧
金刚石砂轮三维形状误差的在位
精密测量方法,该方法包含:1)螺旋式连续扫描测量砂轮表面各点的高度数据;2)将数据按螺旋轨迹模型进行插值拟合处理,得到砂轮表面三维几何形貌矩阵,并进行最小二乘圆弧拟合,得到砂轮圆弧半径、圆弧中心坐标和圆弧中心偏差;3)建立砂轮表面的平均三维几何形貌矩阵,并与形貌矩阵相减,得到三维误差分布矩阵、圆弧度误差和径向跳动误差;4)测量砂轮外圆周高度数据,通过最小二乘圆弧拟合,得到砂轮基础部分半径。本发明实现对圆弧
金刚石砂轮所有重要几何参数的高效精密非接触式测量,测量结果可直接用于非球面光学元件超精密磨削加工砂轮运动控制点坐标的精确插补计算。
主权利要求:1.非球面磨削圆弧金刚石砂轮三维形状误差在位精密测量方法,其特征在于,该方法包含以下步骤:1)将位移传感器(2)安装于金刚石砂轮(1)下方,匀速旋转金刚石砂轮(1),同时位移传感器(2)沿金刚石砂轮(1)轴向匀速平动,测量点在金刚石砂轮(1)表面进行螺旋式连续扫描,同时记录位移传感器(2)测得的数据z(t);2)对数据z(t)进行匀滑滤波处理,并截取中央部分有效数据,按螺旋轨迹模型进行插值拟合处理,得到金刚石砂轮(1)表面三维几何形貌矩阵M0;3)将三维几何形貌矩阵M0按金刚石砂轮(1)轴向取向量,逐一进行最小二乘圆弧拟合,得到金刚石砂轮(1)不同相位处的圆弧半径R(α)以及圆弧中心坐标Y(α)和Z(α);4)根据平均圆弧半径和圆弧中心坐标,建立金刚石砂轮(1)表面的平均三维几何形貌矩阵Mave,并与步骤2)得到的形貌矩阵M0相减,得到金刚石砂轮(1)表面三维误差分布矩阵Merror、圆弧度误差和径向跳动误差;5)将位移传感器(2)沿X向匀速平动,并记录位移传感器(2)位移数据和机床坐标,通过最小二乘圆弧拟合,得到金刚石砂轮(1)基础部分半径Rb。
① 凡本网注明"来源:超硬材料网"的所有作品,均为河南远发信息技术有限公司合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明"来源:超硬材料网"。违反上述声明者,本网将追究其相关法律责任。
② 凡本网注明"来源:XXX(非超硬材料网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020


 手机资讯
手机资讯 官方微信
官方微信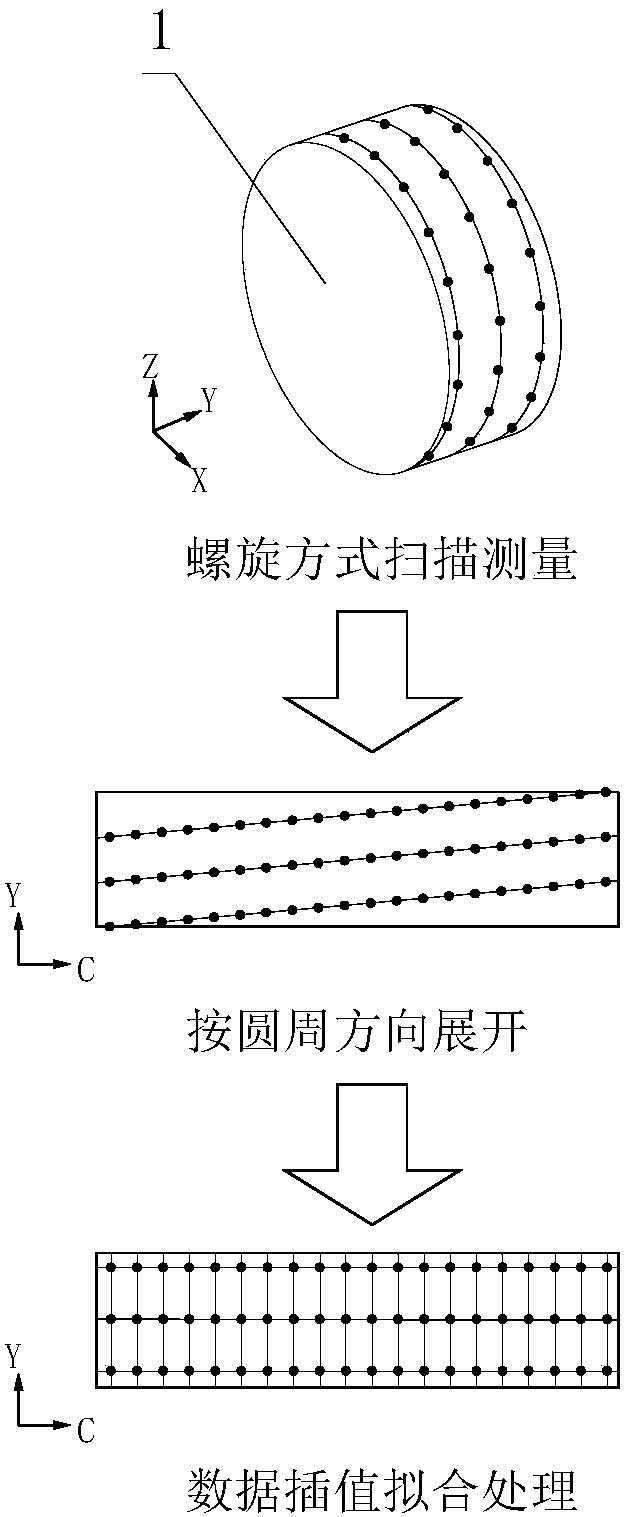








 豫公网安备41019702003646号
豫公网安备41019702003646号