

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201710105879.X申请人:南通大学发明人:周一丹颜认陈枫陈小丹马苏扬摘要:本发明公开了一种加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,包括底座、分度盘、刀尖圆弧大...
申请号:201710105879.X申请人:南通大学
发明人:周一丹 颜认 陈枫 陈小丹 马苏扬
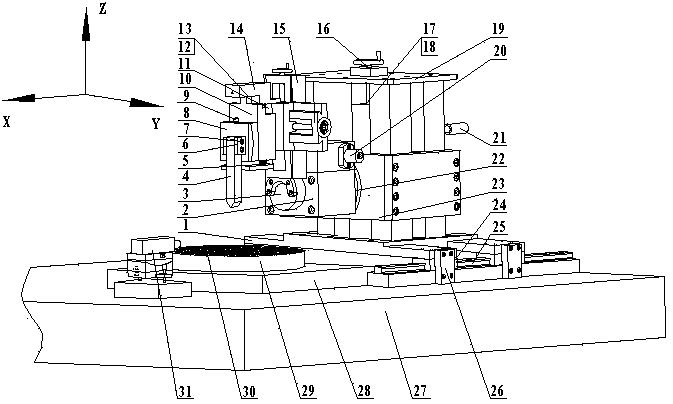
摘要: 本发明公开了一种加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,包括底座、分度盘、刀尖圆弧大小调节部件、手动主轴部件、微摆幅部件、精密燕尾槽立式十字托板、微进给部件、刀具后角调节部件、刀夹部件、CCD摄像头部件,刀具安装在刀夹部件上。微摆幅部件中的压电陶瓷驱动器和微进给部件中的压电陶瓷驱动器通过导线与外部的压电陶瓷控制器相连。CCD摄像头通过数据线与外部计算机相连。本发明提供的微摆研抛装置,使圆弧刃金刚石刀具沿其理想刀尖圆弧轨迹在研磨盘上实现微摆研抛,以提高现有圆弧刃金刚石刀具研抛效率和研抛质量。
2.根据权利要求1所述的加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,其特征是:所述刀具后角调节装置通过调节后角调节旋钮(9),使转台(8)绕Y轴旋转,实现不同后角角度刀具的研磨。
3.根据权利要求1所述的加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,其特征是:所述微摆幅部件的微摆气浮主轴(3)轴心线与手动主轴部件的手动气浮主轴(22)轴心线共线。
4.根据权利要求1所述的加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,其特征是:分度盘由刻度盘(43)、滑块(46)、锁紧螺钉(45)、角度调节螺钉(44)组成;刻度盘(43)固定在手动轴承腔体(23)外侧,滑块(46)安装在刻度盘(43)滑槽内,根据刀具实际所需摆动角度,将滑块(46)移动到相应位置,用锁紧螺钉(45)将其固定在分度盘底座上,然后通过角度调节螺钉(44)准确设定刀具摆动角度范围。
5.根据权利要求1所述的加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,其特征是:CCD摄像头部件(31)由CCD摄像头和CCD摄像头工作台组成,CCD摄像头固定在CCD摄像头工作台上,CCD摄像头工作台可实现X/Y/Z三个移动自由度和绕Y轴转动自由度的调整。
6.根据权利要求1所述的加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,其特征是:所述CCD摄像头通过数据线与外部计算机相连,实时观测刀具位置状态和研抛效果。
7.根据权利要求1所述的加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,其特征是:所述微摆部件中的第一压电陶瓷驱动器(35)通过导线与外部压电陶瓷控制器相连,根据实际微摆需求,通过调节压电陶瓷控制器控制微摆气浮主轴(3)的微摆角度和微摆频率。
8.根据权利要求1所述的加工圆弧刃金刚石刀具刀尖圆弧的微摆研抛装置,其特征是:所述微进给部件中的第二压电陶瓷驱动器(41)通过导线与外部压电陶瓷控制器相连,根据实际进给位移需求,通过调节压电陶瓷控制器控制刀具研抛进给量。








 豫公网安备41019702003646号
豫公网安备41019702003646号