


 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610013725.3申请人:盛利维尔(中国)新材料技术有限公司发明人:张年春徐斌盛荣生摘要:本发明涉及金刚绳技术领域,特别是一种树脂固结磨料金刚绳,包括由多股钢丝绞...
申请号:201610013725.3申请人:盛利维尔(中国)新材料技术有限公司
发明人:张年春 徐斌 盛荣生
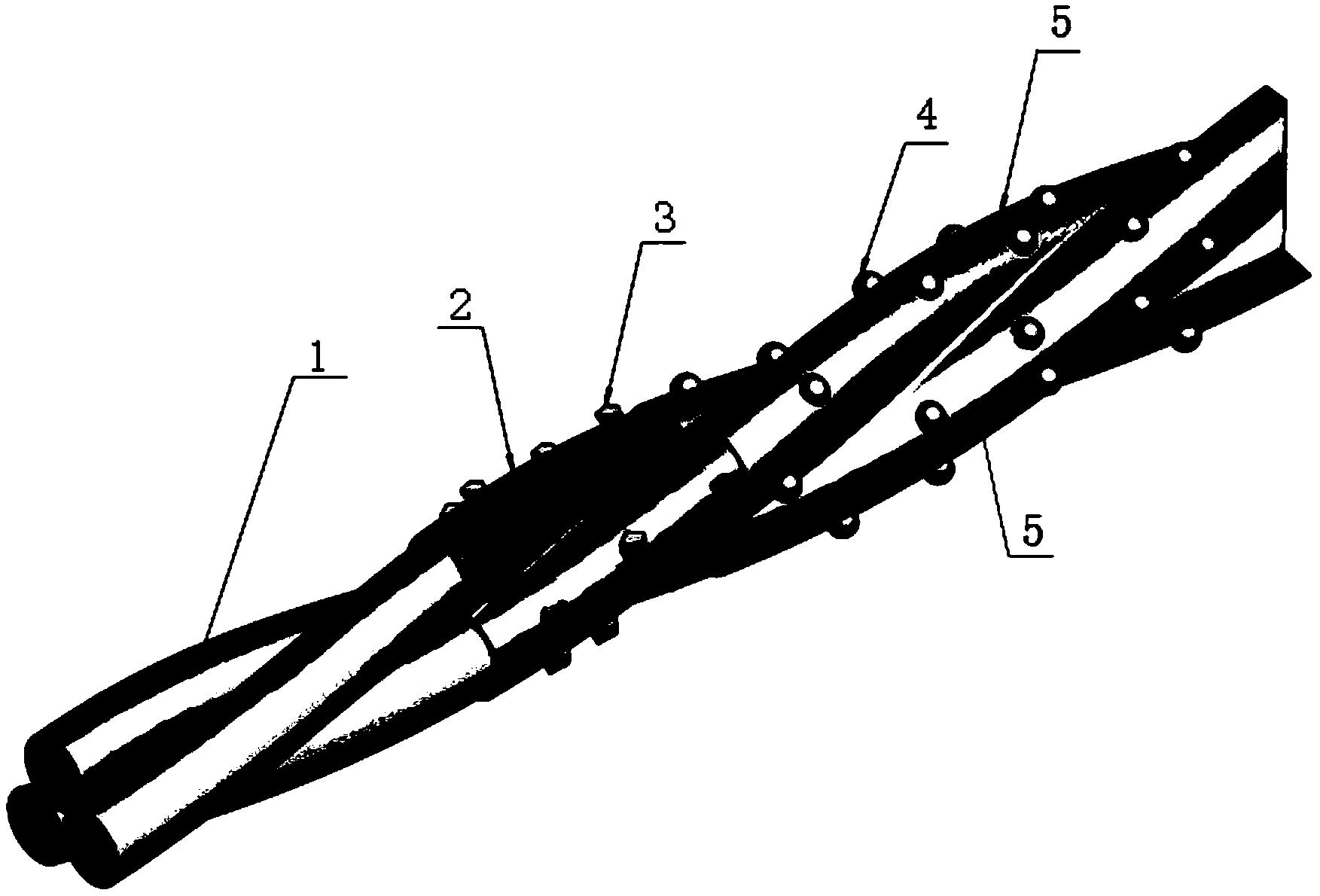
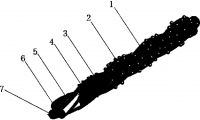
摘要:本发明涉及金刚绳技术领域,特别是一种树脂固结磨料金刚绳,包括由多股钢丝绞合制成的芯绳,所述芯绳外侧镀有黄铜底镀层,所述黄铜底镀层外侧固化有固结树脂层,所述固结树脂层中分布有金刚石微粉颗粒。本发明还包括一种树脂固结磨料金刚绳生产工艺,包括以下步骤,芯绳制作;表面预处理;芯绳底镀层镀覆;树脂浆料涂覆和树脂金刚绳固化。采用上述工艺制成的树脂金刚绳,与电镀金刚绳相比,树脂结合金刚绳的生产过程中可不接触水相电解质溶液,避免绳芯部空间积液腐蚀。相对于电镀绳的金属结合层,树脂层刚度低,所加工工件切割面损伤层厚度低于电镀线,切片应力小。树脂涂覆与固化可分两阶段完成,因而可实现高速生产,从而大幅降低生产成本。
2.按照权利要求1所述的一种树脂固结磨料金刚绳,其特征在于:金刚石微粉颗粒的粒径为5-50μm。
3.按照权利要求1所述的一种树脂固结磨料金刚绳,其特征在于:所述芯绳由3股直径0.08mm-0.50mm的高强钢丝绞合制成。
4.一种树脂固结磨料金刚绳生产工艺,其特征在于,包括以下步骤, 芯绳制作:由多股高强钢丝绞合制成芯绳; 表面预处理:将所制芯绳经放线轮放线,依次经过碱性脱脂剂溶液、水洗水、酸性溶液以及水洗水,然后进行烘干处理,得到表面清洁的芯绳; 芯绳底镀层镀覆:在芯绳外表面镀覆黄铜底镀层; 树脂浆料涂覆:将加有金刚石微粉颗粒的树脂浆料均匀的涂覆黄铜底镀层 表面上,得到树脂金刚线; 树脂金刚绳固化:将上述所得的树脂金刚线经过加热固化得到成品树脂金刚线。
5.按照权利要求4所述的一种树脂固结磨料金刚绳生产工艺,其特征在于:所述步骤表面预处理中依次经过60±5℃碱性脱脂剂溶液、水洗水、40±5℃的10%硫酸溶液以及水洗水,于100±5℃进行烘干处理,得到表面清洁的芯绳。
6.按照权利要求4所述的一种树脂固结磨料金刚绳生产工艺,其特征在于:所述步骤树脂浆料涂覆中将加有粒径5-50μm金刚石粉的树脂浆料放置在模具内,将芯绳安装在送线轴上,芯绳穿过模具,以0.5m/s-1.5m/s的速度连续走线。
7.按照权利要求4所述的一种树脂固结磨料金刚绳生产工艺,其特征在于,所述步骤树脂金刚绳固化具体还包括以下步骤, 树脂金刚线初始固化:将上述所得的树脂金刚线经固化炉在550℃-750℃下 迅速初步固化20s,得到半固化的树脂金刚线; 树脂金刚线熟化:将上述所得半固化树脂金刚线放置在150-400℃恒温干燥箱中烘干固化,最终得到成品树脂金刚线。
8.按照权利要求7中所述的一种树脂固结磨料金刚绳生产工艺,其特征在于:所述步骤树脂金刚线熟化中所述恒温干燥箱升温方式为每小时升温20±5℃,连续升温10小时,保温时间为3±0.5小时,再自然降温至室温即得成品树脂金刚绳。
9.按照权利要求4所述的一种树脂固结磨料金刚绳生产工艺,其特征在于:所述步骤表面预处理中采用100-200g/l的混合酸进行酸洗所述混合酸包括硫酸30%、草酸10%、盐酸15%、磷酸10%,硫脲0.5%、苯并三氮唑0.5%、其余为水。
10.按照权利要求4所述的一种树脂固结磨料金刚绳生产工艺,其特征在于:所述步骤树脂浆料涂覆中树脂浆料为酚醛树脂、环氧树脂、聚酰亚胺树脂中的一种或多种混合而成。











 豫公网安备41019702003646号
豫公网安备41019702003646号