

 手机资讯
手机资讯 官方微信
官方微信
借助不断更新的高效磨削理念,我们向用户提供完善的解决方案,用以满足用户不断增长的对经济性和精密度的需求。对此,我们领先的工艺是理想的技术基础。
JUCENTER 6L:CBN高效磨床

JUCENTER 6L磨床代替多个单个机床,可以允许最多三个加工工位同时进行磨削加工过程。由此,其相对于多个联机工作的单个机床来说具有令人信服的优势。不仅仅只是占地面积小以及加工过程安全性高这些优点,其节拍时间也比现今通常的加工过程缩短了2至3倍。此外一体化的自动上下料装置减少了次加工时间(上下料时间)。
JUCENTER 6L加工示例:
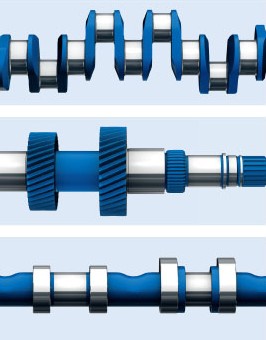
曲轴的磨削(上) 传动轴的磨削(中) 凸轮轴的磨削(下)
1、曲轴的磨削
所有同心的直径, 如轴颈和小端, 采用CBN多砂轮磨削工艺,同时连杆轴颈采用摆动式非圆磨削工艺
2、传动轴的磨削
凹槽、平面的磨削以及所有同心直径的多砂轮磨削
3、凸轮轴的磨削
采用多砂轮技术进行轴颈磨削,以及凸轮成对磨削
生产线专业优势:凸轮轴的整体磨削

今年年初,中国最大的汽车制造厂家之一使用5台勇克机床实现了4缸轿车发动机凸轮轴的整体磨削。在两台JUPITER 500无心外圆磨床上使用CBN砂轮组和切入磨削工艺进行轴颈和小端的粗磨和精磨。在两台JUCAM 6L非圆磨床上使用一组砂轮进行成对凸轮几何形状的磨削, 用C N C斜切入型外圆磨床E J 3 1
进行轴端的磨削。对于最终的生产方案将使用七台机床, 这样实现的节拍时间仅为2 0秒。这种生产线方案适用于凸轮轴的高效批量生产。通过使用连续的CBN工艺确保了在生产周期大幅缩短的情况下极高的尺寸精度和表面质量。
风力发电齿轮箱轴的磨削
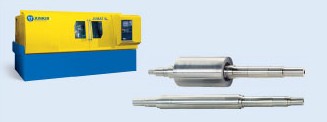
勇克拥有满足风力发电齿轮箱大型轴磨削要求的出色磨床 – CBN外圆磨床JUMAT(平台6)。这种装夹长度达到2800 mm的外圆磨床可以进行各种类型轴的直径、轴肩、凹槽、锥形和倒角等的磨削。该机床配置有一套集成的测量系统。测量系统的测头在Z轴可以行驶到各个可编程的测量位置,从而使废品率降为0。高质量、加工过程安全性和灵活性是这种机床类型的突出特点。
通过EJ-Backup实现了数据安全保证

勇克不仅提供高效创新的磨床,而且也向您提供周密的和面向未来的可靠的数据安全保证方案。通过新的EJ-Backup,数据可以被当日实时自动保存,并且数据能够在比如售后服务时被快速调用。数据储存在一个集成于机床控制系统中的拥有8G储存容量的闪存卡中。这样就可以直接在机器上使用Backups(备份数据)。通过这种方案不仅将勇克磨床的利用率提高到最大程度工业自动化网版权所有,而且也可以提取24小时内的最近一次备份以及关于实时数据的六个备份。
除了每天的Backup备份以外,通过JUPRO操作界面的调用,还可以实现手动数据保护功能。而且大量的数据同样被存放在那个集成的闪存卡内。










 豫公网安备41019702003646号
豫公网安备41019702003646号