

 手机资讯
手机资讯 官方微信
官方微信
摘要 陶瓷刀具在机加工中的应用主要表现形式为可转位陶瓷刀片如数控车刀片,铣刀盘和镗刀片形式用于金属切削加工领域。作为一种先进的刀具材料在机加工领域越来越广泛的应用,由于其高硬度和高速切削...
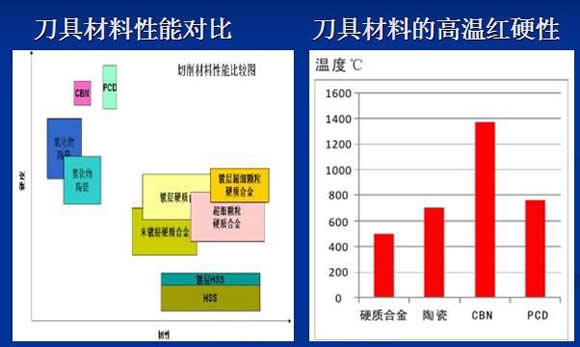
陶瓷刀具在机加工中的应用主要表现形式为可转位陶瓷刀片如数控车刀片,铣刀盘和镗刀片形式用于金属切削加工领域。作为一种先进的刀具材料在机加工领域越来越广泛的应用,由于其高硬度和高速切削,耐磨耐热红硬性等特点在机加工中属于比硬质合金刀具更为先进的切削刀具材料。除了陶瓷刀具性能优势外,其资源优势也被越来越多的替代硬质合金数控刀片以求获得更经济更环保的制造业中。刀具材料经历了碳素工具钢、高速钢、硬质合金、陶瓷及超硬材料等几个发展阶段,这几种刀具材料的硬度及红硬性性能对比如下图:
陶瓷刀具改变了传统的机械加工工艺,解决了生产中以前很多难以解决的加工问题。目前广泛应用于机械、治金、矿山、高速列车、风电、汽车、拖拉机、轴承、水泵、交通、能源、精密仪器、航空航天等行业并取得了显着的经济效益。
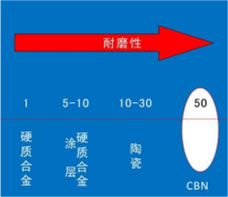
传统的陶瓷材料一般取自自然界,如景德镇的土,经过混料、成形和焙烧等工序制成各种日用品。而现代高技术陶瓷,也称特种陶瓷,它的材料是人工合成的,如氮化硅粉,纯度高。利用现代粉末冶金工艺制造,制成的产品具有硬度高和耐高温等性能。 陶瓷刀片的种类及发展:陶瓷刀片最明显的发展线条是刀片的韧性依次增强:氧化铝陶瓷刀片—-复合氧化铝陶瓷刀片--氮化硅陶瓷刀片--立方氮化硼刀片。
在金属切削领域,氧化铝陶瓷刀片和氮化硅陶瓷刀片合称为陶瓷刀片;在无机非金属材料学中,立方氮化硼材料归于陶瓷材料大类,立方氮化硼材料刀具的问世,是陶瓷刀具的革命。我国华菱超硬作为国内最早研究聚晶立方氮化硼材料的研究所之一,最近推出纯氮化硼烧结体陶瓷刀片,其韧性和耐磨性能显著增加(更多资料见:http://www.hlcbn.com/news2.asp?id=464)
陶瓷刀具材料大致可分为氧化铝系、氮化硅和氮化硼三大类。陶瓷刀具优异的耐热性、耐磨性和化学稳定性在高速切削领域和切削难加工材料方面具有传统刀具无法比拟的优势。陶瓷刀具具有良好的切削性能,但只有正确使用才能充分发挥作用。随着陶瓷技术的发展及数控机床和加工中心应用的扩大,陶瓷刀具的应用必将越来越广泛。陶瓷刀具主要原料地壳中含量丰富,可以说取之不尽,用之不竭,因此新型陶瓷刀具应用前景十分广阔。
1.高纯度陶瓷
这是最早期的陶瓷,轫性的改善以结晶粒的微粒化和高密度化为重点。高纯度陶瓷有冷压和热压成型。冷压的陶瓷为白色,热压的陶瓷为黑色。
应用於车削、刨削、搪孔、铣削、及制造螺丝。加工材料包括软铸铁、热轧与冷拉碳钢、黄铜、青铜、铝。。
2.复合陶瓷
这是目前陶瓷刀具的主流,用於高速(切削速度可达800m/min)重切削、铣削等。加工材料包括硬化钢、冷硬铸铁、超合金、其他类似的硬金属。
3.氮化硅陶瓷
它以Si3N4的粉末为主,添加适量Al2O3。以常压烧结法或热压法制成。用於高速(切削速度可达600m/min)重切削、铣削铸铁、切削非铁金属。
4.氮化硼陶瓷
它是新型高技术产品,主要应用于车削,铣削,镗削超硬材料。立方氮化硼刀片的硬度比陶瓷刀片高很多,由于硬度高,与金刚石并称为超硬材料,常用来加工硬度高于RC48的材料,它有极好的高温硬度--高达2000℃,尽管比硬质合金刀片脆,但与陶瓷刀片相比,冲击强度和抗破碎性能有明显提高。此外,一些特制的立方氮化硼刀片(华超超硬BN-S10和BN-s20牌号)能抵御大余量粗加工的切屑负荷,并能承受间断切削加工时的冲击以及精加工时的磨损和切削热,这些特点可以满足用立方氮化硼刀片粗加工淬火钢等难加工材料。
华菱超硬HLCBN系列整体烧结立方氮化硼刀片可以大余量切削加工难加工材料,特别在在强断续切削加工中领先于整个超硬材料刀具行业,HLCBN作为民族超硬刀具品牌名扬海外,在世界超硬刀具界独树一帜。
纯氮化硼烧结刀片:华菱超硬最新研制成果,是一种采用纯氮化硼材料制成的刀片,其CBN含量达到100%,经过纯烧结形成的氮化硼陶瓷刀片,其硬度和热传导率比更高,切削高硬度黑色金属材料时,刀片刃口不会发生常见的受热龟裂与缺屑;与含有其它结合材料的CBN烧结体相比较,氮化硼陶瓷刀片的使用时间可延长6倍以上。
强韧型HLCBN(非金属粘合剂立方氮化硼刀片)切削高硬度材料体现其抗冲击韧性:
相对于陶瓷刀片,华菱超硬新开发的强韧型超硬立方氮化硼刀片HLCBN刀具不再那么“娇气”,完全用于高硬度材料毛坯表面的粗加工中,如铣削高硬度淬火模具钢,铣削加工高铬铸铁等耐磨合金,以车代磨淬火后的轴承钢,渗碳钢等。
1,华菱BN-S20牌号HLCBN刀片铣削高硬度高锰钢齿板(断续加工硬度HB500左右的高锰钢铸件):

2,华菱超硬BN-K1牌号强韧性HLCBN刀片粗加工高铬合金铸铁(加工硬度HRC60以上的Cr26材质工业泵配件)

3,华菱超硬BN-S30牌号HLCBN刀片高速铣削灰口铸铁(灰口铸铁发动机缸体高速精铣削线速度Vc=1500m/min)

以上均体现了强韧性HLCBN刀片的抗冲击能力,刀具的硬度和韧性是一对矛盾体,如何把超硬材料在制成刀具时保留其硬度和耐磨耐高温性能又加强其抗冲击韧性是华菱超硬刀具自成立以来的主要研究课题,并在2007年推出的非金属粘合剂CBN刀具(HLCBN刀具)领域打破了CBN刀具不能用于强断续加工和粗加工领域,作为超硬刀具国产化品牌的领先者,在硬材料加工领域引领者世界一流水平。










 豫公网安备41019702003646号
豫公网安备41019702003646号