

 手机资讯
手机资讯 官方微信
官方微信
10月26日,富耐克CBN刀具新产品发布及技术交流会在郑州江南春温泉酒店召开。在发布会上,河南富耐克超硬材料股份有限公司技术总工程师张太和先生向与会的一百多位CBN刀具应用领域的企业代表及行业媒体对几种新型CBN刀具做了重点推介。

河南富耐克超硬材料股份有限公司技术总工程师张太和先生做新型CBN刀具产品推介
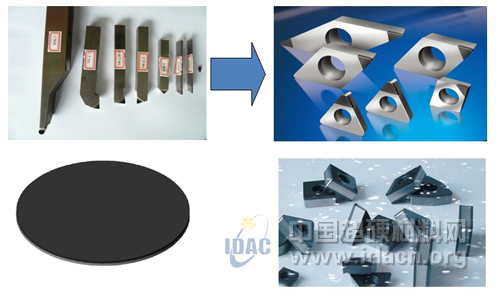
一.富耐克CBN超强焊接刀具
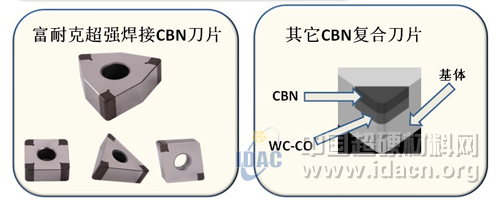
超强焊接FBS刀片与复合CBN刀片对比
市场上常见复合CBN刀片
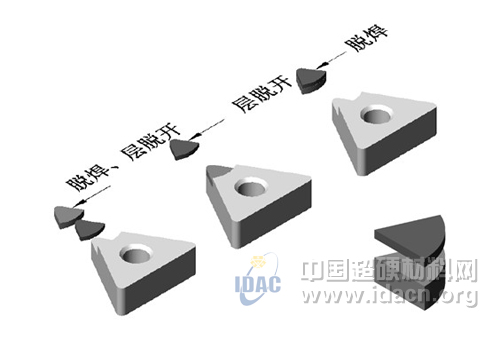
复合CBN刀片常见问题是:
1.CBN层与硬质合金基体开层;2.CBN切削刃脱焊;3.刃口易崩刃,抗切削冲击差;4.应用范围窄。
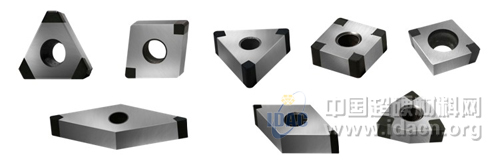
富耐克超强焊接CBN刀片的特点:
1. 整体CBN聚晶体与刀片基体直接焊接,形成生长型超强结构,没有开层、开裂的机会。
2. 更厚的CBN聚晶体,比市场现有用银焊的CBN复合片刀片有更高的抗冲击能力。

3.采用自主研发的特殊焊接工艺、焊剂、焊接方式,具有耐1000℃以上的高温性能。
4.通用的装夹方式,可以直接装夹在现有的刀体上。
5.多规格、多品种,可以适应更多场合加工的需要 。

CBN刀片性能对比

2009年10月-超强焊接专利
案例1.FBS超强焊接刀片粗加工
案例2.FBS超强焊接刀片精加工
超强焊接CBN刀具断续粗加工的应用

超强焊接CBN刀具断续精加工的应用
工件:汽车传动内形轮(球形传动轴)工件材料:淬火钢 HRC58~62
机床:双轴立车加工工序:车内球面 粗度Ra1.2 尺寸精度+0.03mm
刀具:TNGA160416 S02020 FBS7000切削参数:Vc=180m/min f=0.17mm/r Ap=0.3 干切
刀具寿命:200-400件/刃
二.富耐克新牌号FBN6000
产品特点:
⑴适合于灰铁、球铁、高硬度的合金铸铁等材料的粗加工和半精加工。
⑵适合于硬度大于HRC45合金钢、淬火钢等粗加工和半精加工。
⑶适合于高速连续切削和中、低速断续切削。
富耐克新牌号FBN6000 :相比FBN3500,在保持FBN3500抗冲击性能,耐磨性可提高30%以上,可满足高硬度铸铁和高硬度钢的粗和半精加工。
FBN6000:为整体聚晶CBN刀片,是FBN3500的升级产品。

案例1.FBN6000粗车高镍铬铸铁轧辊

性能对比(合金铸铁轧辊)

案例2.FBN6000粗车高碳半钢轧辊

案例3.FBN6000加工变速箱的应用
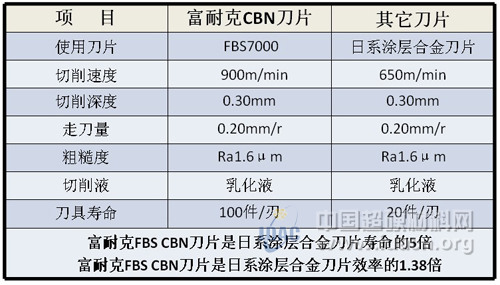
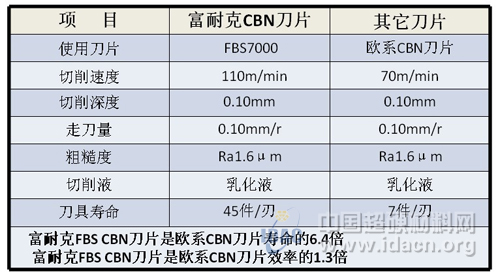
三.富耐克新牌号FBS7000
产品特点:
⑴高耐磨性和高耐冲击性兼具;
⑵既能加工铸铁,又能加工淬火钢;
⑶既能干式切削又能湿式切削;
⑷能够进行连续、断续的车削、铣削。

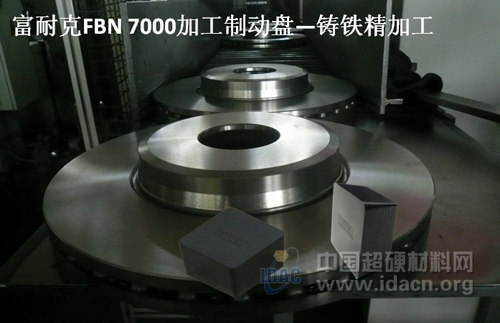
性能对比(制动盘)

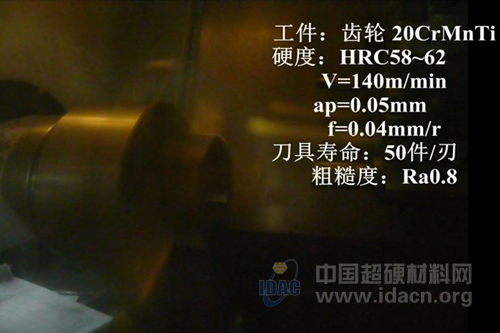
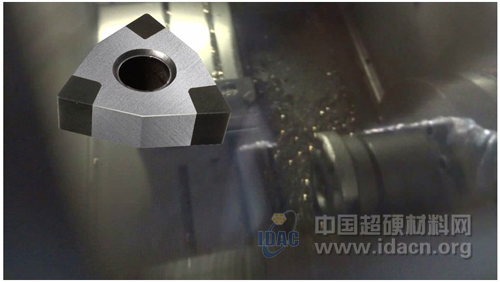
富耐克FBS 7000断续加工齿轮-淬火钢精加工
性能对比(渗碳钢齿轮)
FBN7000断续湿式切削

FBS7000断续干式切削
FBn7000加工风电轴承

FBN7000加工耐磨板
三.CBN刀具的失效分析
在机械加工的生产实践中,发生刀具失效的主要表现为:刀片的磨损、崩刃、断裂。
⑴磨损;
●后刀面磨损:一般发生在脆性材料。CBN系列刀具磨损的主要特征是磨损缓慢,但如果使用不当也可能发生急剧磨损,急剧磨损多在切削温度过高时发生,切削速度高,切削温度就高。
解决急剧磨损的主要方法是调整切削速度。
从切削加工的实践证明,切削区域温度超过1200°以上时,PCBN刀片也会发生 “可逆转化”。

●前后刀面同时磨损:前后刀面同时磨损(如“严重的月牙洼”的发生),说明切削区已超过1200℃,相变磨损出现,即便是高惰性CBN刀具也不例外,都可能发生不同程度的扩散,解决方法主要是调整切削速度和进给量。
⑵崩刃
刀刃不能承受现有的切削力、切削振动、切削冲击等加工条件,一般可以听出不正常的切削声音和振动,解决崩刃的问题主要是改善刀刃承受的切削力和切削振动,解决措施如下:

A刀具角度的改进
B刃口形式的改进
C切削参数的改进
⑶断裂

刀片发生断裂的主要原因有;
●刀具自身的原因;刀片底不平,刀垫不平,刃口严重磨损等。
●切削过程的原因:因为高速钢轧辊工作层含有大量的高硬度碳化物,切削过程对刀刃有划伤作用,就出现了刃口的沟槽磨损。在切屑长时间的不断冲击,最终刀片难以承受,导致断裂。
●使用问题:刀具在切削过程中撞刀、撞车、刀刃出现豁口、严重磨损不换刀刃、进给量选得过大等。
启示
往往有一种习惯性做法,切削加工已出现问题,就认为是刀具出了问题,大量的工作和解决措施都围绕着刀具进行。其实切削加工是个系统问题,刀具是这个系统中的一个部分,在切削加工中,机床、工件毛坯、夹具、装夹方式、切削液等组成了一个系统。
刀具在这个部分是一个子系统,包括刀具结构、压紧方式、刀杆制造精度、刀垫材料、刀具角度、刀片大小、厚度和切削参数的匹配等。
所有的因素综合在一起,影响着产品的精度、效率等。整个系统的任何因素发生变化都会对系统的输出-及加工效率和加工结果发生影响。
所以最大限度发挥刀具在加工中的作用,就必须用系统的观念和系统的方法解决加工中刀具出现的问题,采取相应的措施。
河南富耐克超硬材料股份有限公司张太和总工程师总结说:关注刀具选择的每一个环节、关注刀具应用的每一个环节,关注切削过程的每一个环节,从中找出适合刀具应用的方式,就会得到事半功成的结果。










 豫公网安备41019702003646号
豫公网安备41019702003646号