

 手机资讯
手机资讯 官方微信
官方微信
材料、结构和几何形状是决定刀具切削性能的三要素。其中,刀具材料的性能起着关键作用。20世纪是刀具材料大发展的历史时期。各种难加工材料的出现和应用,先进制造系统、高速切削、超精密加工、绿色制造的发展和付诸实用,都对刀具提出了更高、更新的要求,预计,在今后很长时期内,切削加工工艺不会衰退,刀具和刀具材料将有更新的发展。
1 .刀具材料的发展历史
用石料或铜合金来作为刀具材料,那是古代的事。18世纪中叶,在欧洲出现了工业革命以后,切削刀具一直是用碳素工具钢制造,其成分与现代的T10、T12相近。碳素工具钢有较高的硬度,切削刃能够磨得很锋利,但只能承受200~250℃的切削温度,用以切削普通钢材只能用5~8 m/min的切削速度,故切削效率很低。1865年,英国罗伯特·墨希特(Robert Mushet)发明了合金工具钢,其牌号有9CrSi、CrWMn等,能承受350 ℃的切削温度,切削速度可提高到8~12 m/min。随着机器生产规模的扩大,对加工效率的要求日益提高,上述两种工具钢材料的性能已不敷要求。1898年,美国机械工程师泰勒(F.W.Taylor)和冶金工程师怀特(M.White)发明了高速钢。当时的成分是:C0.67%,W18.91%,Cr5.47%,Mn0.11%,V0.29%,Fe余量。它能承受550~600 ℃切削温度,切削普通钢材,可采用25~30m/min的切削速度。高速钢的出现,使切削速度和切削效率比碳素工具钢、合金工具钢分别提高了4倍和2.5倍以上。从19世纪末到20世纪初,高速钢曾使切削水平出现了一个飞跃,使美国和世界各国的机械制造业得到迅速发展,并取得了巨大的经济效益。
随着人类生活、生产水平的提高,高速钢刀具已不能满足高加工效率和高加工质量的新要求。人们寻求性能更高的新型刀具材料。20世纪20年代中期到30年代初,出现了钨钴类和钨钛钴类硬质合金。硬质合金常温硬度达HRA89~93,能承受800~900℃以上的切削温度,切削速度为高速刀具的3~5倍,因而逐渐得到应用。第二次世界大战期间,由于大批量、高效率生产兵器的需要,美、英、苏、德各国已部分使用硬质合金刀具:二战后逐步扩大使用。解放后,我国从苏联引进少量硬质合金。20世纪50年代中期以后,开始自行生产并广泛使用。20世纪后半期,工件材料的力学性能不断提高,产品的品种和批量逐渐增多,加工精度的要求日益提高,工件的结构和形状不断复杂化和多样化,对刀具提出了更新、更高的要求,硬质合金刀具在这些新的要求中发挥了重大作用。而且硬质合金本身也有发展,出现了许多新品种,其性能不断提高。但硬质合金较脆,韧性不足,可加工性远远低于高速钢,开始时只能用于车刀和铣刀,后扩大到其他刀具,但不能用于所有的刀具。正因如此,高速钢能制造各种类型的刀具,始终占领着很大的阵地。而高速钢也发展了很多新品种,切削性能比起初的普通高速钢有了很大提高。到近年,高速钢和硬质合金仍是用得最多的两种刀具材料,硬质合金稍过半数。经过半个世纪,硬质合金竟然占领了如此广阔的阵地,是人们在当初所预料不到的。
硬质合金刀具仍不能满足现代高硬度工件材料的超精密加工的要求,于是更新的刀具材料相继出现。20世纪30年代出现了氧化铝陶瓷,后来又有氮化硅陶瓷。到50年代和60年代又制造出人造立方氮化硼和人造聚晶金钢石,它们的硬度大幅度地高于其他刀具材料。陶瓷的硬度稍高于硬质合金,但其韧性和可加工性则逊于硬质合金。
综上所述,20世纪中,刀具材料发展的速度比过去快得多。百花齐放,推陈出新,令人眼花缭乱,目不暇接。其品种、类型、数量和性能均比过去有大幅度的发展,推动着人类物质文明迅速前进。
2 .现代新型刀具材料
1)高速钢
在现代切削加工中,高速钢的性能已不够先进,但因其稳定性好,能接受成形加工,故能用以制造各种刀具。在刀具材料总消耗量中高速钢几近一半。传统的普通高速钢以W18Cr4V和W6Mo5Cr4V2为代表。在钨系高速钢中,除MC,M2C,M23C外,M6C是其主要的碳化物,即Fe3W3C和Fe4W2C。在钨钼系高速钢中,M6C为Fe3(W,Mo)3C和Fe4(W,Mo)2C。所有的高速钢中,铬含量分数均保持在3.5%~4.5%,它是增大高速钢淬透性的主要元素。在钢中形成Cr23C6。钒含量分类增加,钢的耐磨性随之提高,但使刀具接受刃磨困难,且脆性增加。钒的碳化物为VC与V4C3。含V1%~2%的高速钢用得最多;V>3%者用得较少,且忌作形状复杂的刀具。加入钴元素后,可形成超硬高速钢。钴不形成碳化物,但能提高淬火温度,增强二次硬化效果,提高高温硬度。美国的M42(110W1.5Mo9.5Cr4VCo8)和瑞典的HSP-15(W9Mo3Cr4VCo10)都是性能优良的高钴超硬高速钢。中国缺钴资源,钴价昂贵。因而研制了无钴或少钴的超硬高速钢。Co5Si(W12Mo3Cr4V3Co5Si)是属于少钴者,新研制的Co3N(W12Mo3Cr4VCo3N)亦为少钴,性能都不错。铝元素在钢中能生成Al2O3、AlN;且起钉扎作用,阻止位错,从而提高了材料的硬度和强度。中国在发展无钴、少钴超硬高速钢方面,做出了较大贡献。
粉末高速钢
用粉末冶金方法制造高速钢,可消除碳化物偏析,提高钢的硬度和韧性,钒含量高时亦能较好地刃磨。粉末高速钢的切能性能优于熔炼高速钢。国内掌握这方面的技术。国外有粉末高速钢产品,钒含量高达6%~8%。
在高速钢的基体上,用物理气相沉积(PVD)法涂覆耐磨材料薄层(如TiN,TiAlN等),可显著提高刀具寿命和加工表面质量,降低切削力。这种涂层高速钢刀具已得到广泛应用。
2)硬质合金
硬质合金是碳化物(WC、TiC等)的粉末冶金制品,通常分为:切削铸铁的钨钴系列(K类,YG类),切削钢材的钨钛钴系列(P类,YT类),还有通用系列(M类,YW类)。新型硬质合金有下列6类。
添加TaC和NbC的硬质合金
添加后能有效地提高常温硬度、高温强度和高温硬度,细化晶粒,提高抗扩散和抗氧化的能力。此外,还能增强抗塑性变形的能力。在合金中形成(W,Ta,Nb)C固溶体,其化学稳定性高于WC和TiC。在新型P,M,K类硬质合金中形成(W,Ta,Nb)C固溶体,其化学稳定性高于WC和TiC。在新型P,M,K类硬质合金中,很多是添加了TaC、NbC的。
细晶粒和超细晶粒硬质合金
粒细化后可提高合金的硬度和耐磨性,适当增加钴含量后还可以提高抗弯强度。普通刀具牌号和合金平均晶粒尺寸为2~3μm,细晶粒合金为1~2μm,亚微细晶粒合金为0.5~1μm,超细晶粒合金为0.5μm以下。早先的细晶粒和超细晶粒结构多用于K类合金,近年来P类、M类合金也向细化晶粒的方向发展。我国硬质合金刀具已达细晶粒和亚微细晶粒的水平。
TiC基和Ti(C,N)基硬质合金金属陶瓷YT,YG,YW合金中,WC是主要成分,其含量达65%~97%,并以Co为黏结剂,TiC基合金则以TiC为主要成分,占60%~80%以上,仅含少量WC,以Ni-Mo作黏结剂。与WC基合金相比,TiC基合金的密度小,硬度更高,切削钢材时摩擦因数小,抗黏结与抗扩散的能力较强,但其韧性的抗塑变的能力稍弱。Ti(C,N)基合金具有与TiC基合金相同的优点,但其韧性和抗塑变能力高于TiC基合金。这类合金多用以加工未淬火的钢材。
添加稀土元素的硬质合金
加少量铈、钇等稀土元素,可以有效地提高合金的韧性与抗弯强度,耐磨性亦有一定提高。这是因为稀土元素强化了硬质相和黏结相,净化了晶界,并改善了碳化物固溶体对黏结相的湿润性。这类合金最适用于粗加工刀具牌号,亦可用于半精加工牌号;在矿山工具、顶锤、拉丝模用硬质合金中亦有广阔发展前景。我国稀土元素资源丰富,在硬质合金中添加稀土的研究有所领先。P,M,K类合金都已研制出添加稀土的牌号。
表面涂层硬质合金
CVD或PVD等方法,在硬质合金刀片表面上涂覆TiC,TiN,Ti(C,N),Al2O3等薄层,形成涂层硬质合金。非涂层硬质合金的力学、物理性能是硬质相和黏结相的综合性能,故其硬度和耐磨性低于硬质相自身的性能。而少层硬质合金的表面硬度和耐磨性完全反映TiC等涂层材料自身的性能,故可提高刀具寿命和加工效率,降低切削力,提高已加工表面质量。近20年来,涂层硬质合金刀具有了很大发展,在工业先进国家已在可转位刀具中占50%~60%以上。涂层硬质合金的基体仍为WC基的硬质合金,要求有较高的韧性。随着基体的不同,这类合金可作P类、M类或K类硬质合金使用,且适用范围较宽。
梯度硬质合金 是近年来发展起来的新品种,各层成分可根据需要加以调节。
3)陶瓷
陶瓷刀具材料分为3类。
氧化铝基陶瓷 一般在Al2O3基体中加入TiC,WC,SiC,TaC和ZrO2等成分,经热压制成复合陶瓷。硬度达HRA 93~95,抗弯强度达0.7~0.9 GPa。为提高韧性,常添加少量的Co,Ni等金属。
氮化硅基陶瓷用的是Si3N4+TiC+Co的氮化硅基复合陶瓷,其韧性常高于Al2O3基陶瓷。硬度相当。
复合氮化硅-氧化铝陶瓷 化学成分约为Si3N4 77%,Al2O3 13%,Y2O3 10%,硬度可达HV1800,抗弯强度可达1.20 GPa。这种陶瓷称赛阿龙(Sialon),最适宜切削高温合金与铸铁。
陶瓷的高温性能优于硬质合金,故适合用于高速切削。Al2O3基和Si3N4基复合陶瓷都适合切削淬硬钢、高硬铸铁及一般铸铁;Al2O3基复合陶瓷亦能有效地切削未淬硬钢料,而Si3N4基陶瓷切削一般钢材开始时磨损迅速。
4)超硬刀具材料
超硬材料是指金刚石和立方氮化硼(CBN)。它们的硬度比其他刀具材料高出好几倍。金刚石是自然界中最硬的物质,CBN的硬度仅次于金刚石。近年来,超硬刀具材料发展迅速。
金刚石刀具材料分为5类。
天然金刚石(ND)。
人造聚晶金刚石(PCD)。以石墨为原料,经高温高压制成。
人造聚晶金刚石复合片(PCD/CC)。以硬质合金为基底,表面有一层金刚石(约0.5mm),制造方法与PCD相同。
金刚石薄膜涂层刀具(CD)。用CVD工艺,在刀具表面涂覆一层约10~25μm的薄膜。
金刚石厚膜刀具(TFD)。亦采用CVD工艺,在另一基体上涂出0.2 mm以上的厚膜,再将厚膜切割成一定的大小,然后焊在硬质合金刀片上使用。
ND的结晶各向异性,在进行刀磨的使用时必须选导致适宜的方向。人造金刚石各向同性,其硬度低于ND,但强度与韧性高于ND。
金刚石刀具能够有效地加工非铁金属材料和非金属材料,如铜、铝等有色金属及其合金、陶瓷、硬质合金、各种纤维和颗粒加强复合材料、塑料、橡胶、石墨、玻璃和木材等,但金刚石忌切钢铁及其他铁族金属。
TFD有很好的综合性能,它兼有天然金刚石和人造聚晶金刚石的优点,与基底结合牢固,便于多次重磨,故有良好的应用价值和发展前景。
CBN的制造方法与PCD或PCD/CC相似。以六方氮化硼为原料,经高温高压制成聚晶CBN或复合片CBN/CC。CBN主要用于加工淬硬钢、高硬铸铁及其他硬金属与非金属材料。用硬质合金或陶瓷刀具切削某些硬脆材料,寿命很短,或根本不能胜任,而超硬材料对之则轻而易举。金刚石刀具能对有色金属实行超精密切削,是其独到之处。
3 刀具材料的化学成分
古代人类所用的刀具材料多为天然物质,如石材料、天然金刚石等,甚至还用过陨铁。到现代,绝大多数刀具材料使用人造的材料,可保证大量供应,并使质地均匀、可靠。
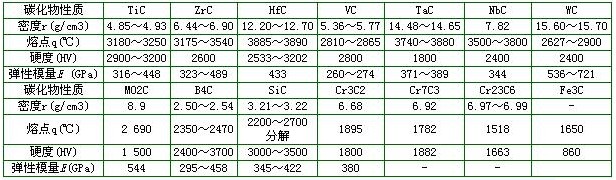
纵观各种刀具材料,除人造金刚石的原料为石墨(碳元素)外,其他品种都离不开碳化物、氮化物、氧化物和硼化物。这些化合物都具有高硬度、高熔点、高弹性模量(见表1~表4),这正是刀具材料所需要的性质。
表1 各种碳化物的性质 碳化物性质
.jpg)
如碳素工具钢,其主要成分是Fe3C,合金工具钢中有复合碳化物,如合金渗碳体(Fe,Cr)3C等。高速钢中有更多的复合碳化物.硬质合金的硬质相主要为WCT和TiC,但经常加入Ta,Nb等元素而形成复合的固溶体,且须用Co,Ni等为黏结材料。陶瓷的基体材料常用Al2O3和Si3N4,但又加入了碳化物、其他氧化物和氮化物,甚至硼化物。立方氮化硼则是一种非金属氮化物。
在刀具材料中,碳化物用得最多。各种金属碳化物分1型、2型、3型、6型、7型和23型等,即MC(如TiC、SZrC等)、M2C(如Mo2C等)、M3C(如Cr3C2、Fe3c等)、M6C(如Fe3(W,Mo)3C6等)、M7C(如Cr7C3等)和M23C(如Cr23C6等)。各型碳化物的生成,均遵循一定规律。它们也可形成复合碳化物,但其物理、力学性质难以查到确切的数据。
近年中,氮、碳和金属(一种或二种)的复合化合物在刀具涂层中用得较多。根据巴尔查斯(Balzer)涂层公司的资料,列出几种涂层材料的物理、力学性能,以资参考。
表5 几种涂层材料的性能

碳化物、氮化物、氧化物和硼化物的种类如此众多,在刀具材料的研制和使用中发挥了很大作用。但已被用上并为人们所熟知的还只是其中的少数,多数未付诸应用,这一情况从表1~表5中可以看出。因此,人们在研制新刀具材料时,在化学组分上尚有选择余地和很大潜力可挖。当然,表中所列的化合物并非都有用上的可能,因为不能仅考虑物质的性能,还应顾及资源、价格和工艺等因素。
4 刀具材料与工件材料的匹配
军工产品多用难加工材料,如高强度、超高强度钢、高锰钢、淬硬钢和冷硬铸铁、不锈钢、高温合金、钛合金、复合材料等。刀具、工件两方面材料的力学、物理和化学性能必须得到合理的匹配,切削过程方能正常进行,并获得正常的刀具寿命;否则,刀具就可能会急剧磨损,刀具寿命很短。例如,硬度高的工件材料,就必须用更硬的刀具来加工;高速钢刀具硬度不够,不能用来切削淬硬钢和冷硬铸铁,硬质合金和陶瓷刀具则能胜任,CBN刀具更佳。加工硬脆材料,不仅要求刀具有很高的硬度,还要求有高的弹性模量,否则刃部难以支撑。用硬质合金刀具加工淬硬钢及其它硬脆材料,必须采用弹性模量较高(WC成分较多)的K类或M类牌号。以上是力学性能的匹配。不仅考虑刀具材料的常温力学性能,还应考虑其高温性能。
在加工导热性差的工件时,应采用导热性较好的工具,以使切削热得以传出。从而降低切削温度。这是物理性能匹配的例子。
工件、刀具双方材料中的化学元素如有容易化合、相互发生化学作用或扩散作用者,应设法回避。例如,含钛的金属材料——钛合金、高温合金、奥氏体不锈钢等,不能用含钛元素的刀具进行切削。也就是说,P类硬质合金、TiC基与Ti(C,N)基硬质合金、涂层硬质合金(多数涂层材料含钛)均不能使用;应采用K类硬质合金或高速钢。凡加工塑性材料出长切屑且与前刀面发生摩擦者,应特别注意刀-屑双方元素的相互扩散,故加工非淬硬钢材应当采用P类硬质合金或Al2O3基陶瓷,而不能采用K类合金与Si3N4基陶瓷。金刚石在600~700 ℃以上时将转化为石墨,Fe元素将起催化作用而加速这种转化,故金刚石刀具不能加工钢铁材料。CBN最适合加工钢铁,但只能进行干切削,水基切削液在高温下将使CBN分解。这些是化学性能匹配的例子。化学作用在低温条件下一般进行缓慢,高温下加剧。力学、物理、化学作用有时是综合影响而且是相互关联的,对它们的规律尤其是对化学作用的机理尚认识不够深入,有待进一步研究。
5 结语
工件与刀具双方交替进展、相互促进,成为切削技术不断向前发展的历史规律。20世纪前半、后半时期分别是高速钢、硬质合金大发展的年代。近50年中,硬质合金不断提高自身的性能,发展了许多新品种,从高速钢的领域中占领了大片阵地,成为当前用量超过一半的刀具材料,这是当年人们所未能估计到的。预计到21世纪,硬质合金的使用范围将进一步扩大;高速钢凭借其综合性能的优势,仍将占有一定的阵地。由于资源、价格和性能的原因,陶瓷材料亦将得到发展,代替一部分硬质合金刀具。然而,由于陶瓷的切削性能与硬质合金相比,差距不是那么巨大,加上其强度、韧性和可加工性的不足,未来陶瓷刀具的发展不会像过去硬质合金替代高速钢那样迅猛。超硬材料将得到更多的应用。新刀具材料的研制周期会越来越短,新品种、新牌号的推出将越来越快。在刀具材料发展中,硬度、耐磨性与强度、韧性难以兼顾仍是主要矛盾。有可能在21世纪中研制出既具有高速钢、硬质合金的强度和韧性,又具有超硬材料的硬度和耐磨性的刀具材料。各种涂层刀具和复合结构都能在一定程序上克服上述矛盾,故极有发展前景。在未来,刀具材料将接受工件一方及制造系统更新、更严峻的挑战。新品种的出现、各自所占比重的变化以及它们相互竞争和相互补充的局面,将成为未来刀具材料发展的特点。
目前,碳化物、氮化物、氧化物和硼化物是刀具材料的主体成分。用石墨合成为人造聚晶金刚石已跳出了这个圈子。近年武汉大学采用RF-PECVD法在麻花钻上涂覆C3N4薄膜,膜的硬度接近超硬材料,钻头使用寿命大为提高。在21世纪里,刀具材料将有出人意料的新的飞跃发展。










 豫公网安备41019702003646号
豫公网安备41019702003646号