

 手机资讯
手机资讯 官方微信
官方微信
过程优化是如今不断发展和不断适变的机加工厂要完成的基本“训练”。提高国际竞争力、缩短零件加工时间以及“恨不能今天订货昨天就生产好”的交货时间要求他们必须这样做。遗憾的是,优化凸轮轴凸角磨削过程从来没有起作用和达到预期目标。
其成功率在很大程度上依赖于操作员的经验及直觉。充分考虑已知机床动态约束及凸角轮廓以建议“大概”加工速度的计算机程序确实存在。然而,依然需要重复进行许多试验性磨削,通过被认为是技能熟练的操作员来完成磨削过程。在发生凸角烧伤现象时,某些制造厂家选择降低砂轮进给增量,其他一些厂家则降低加工速度。这种“单凭感觉”进行的变化通常会消除磨床烧伤现象,但是却不一定会产生经过优化的过程。
数字式模型制作是一种产品设计者多年依赖以完成新的设计和组装的优化工具。这种技术越来越多地受到那些想精确协调其金属加工过程的制造厂家的青睐。这样的一种可预测性计算机软件工具,让他们从某零件上真正去除任何材料之前,在消除某些过程猜测和试凑工作的情况下,有机会在调节过程变量后立即看到结果(充分进行“如果那么”一类的场景模拟)。
现在有一种用于凸轮轴凸角磨削的数字式模型制作工具已经问世。通过实际预测磨削过程中产生的热量、凸角圆周上的位置以及在凸角表面下达到的深度,这种新型热模型制作软件让现有凸轮轴磨削计算机加工速度生成程序更上一层楼。可以从简单的彩色图上立即识别出有可能存在问题的区域,并且可以试验出不会对凸角产生热损失的过程变量以确定尽可能最快的加工速度。Landis磨削系统(宾夕法尼亚州Waynesboro市)已经在其Tetra4000凸轮轴磨削分析程序中添加了这样一种热模型制作模块。该程序可以在公司带有直线电机砂轮进给驱动的3LCNC凸轮轴凸角磨床上使用。
这种模型制作工具“及时雨”来得正是时候,因为越来越多的熟练工人已经到了退休年龄。热模型制作不仅优化了凸轮轴磨削过程,同时它还充当了凸轮轴设计者和制造厂家之间的培训工具和桥梁。
存在问题的轮廓
凸轮轴凸角磨削提出了同心磨削操作中不存在的难题。砂轮和凸角之间的接触区(也称接触弧)随着砂轮通过凸角圆周不同位置而不断变化。接触区在相对扁平的侧面最大,而在凸轮轴比较圆的基圆和端部则比较小。因此,在侧面最可能发生烧伤,各个制造厂家也正是在这里放慢加工速度以防止发生烧伤。但是,训练有素的猜测已经典型地指出了要将加工速度降低到多高的程度。
凸角几何结构也变得越来越复杂。如今许多滚轮凸轮轴在侧面带有一个凹入式轮廓。这种特征,也被称作负曲率半径(NROC),设计用于优化阀的打开和关闭,以提高发动机功率和降低排放量。但是,它却带来了额外的不断变化的接触区,使得一种业已困难的磨削过程变得甚至更加扑朔迷离。此外,新的滚轮凸轮轴比以前的设计要经历更高的接触应力,这意味着必须密切关注热损伤。
凸角磨削一般被分成粗加工和精加工阶段,尽管它们是在一个加工循环中发生的。粗加工的目的是去除尽可能多的材料。此时,热损伤问题不是很大,因为连续的粗加工采用足以去除前面任何材料损伤层的砂轮横向进给深度进行。但是,在最后的粗加工中,热损伤一定不能如此之深而使得采用较小砂轮横进给量的精加工过程无法消除它。
参数输入
在表面上,对有如凸轮轴磨削这么复杂的制造过程进行模型制作训练看起来似乎一点都不直观。但是,它是一种比较简单的输入已知且已公布的机床、砂轮及冷却液值的过程。
热模型制作模块建立在现有加工速度优化和加速修匀程序基础上,这种程序除了材料去除率和凸角升程分布图外,还考虑传统的机床性能变量。凸轮轴设计者以绕凸角圆周每度多少升程的方式提供升程分布图。磨床制造厂提供机床动态限值诸如砂轮进给加速度和跳动、主轴箱速度和跳动等数据。产生热模型模块所需要的三个主要参数为:
Cr值——这种通过经验得出的数值代表了砂轮的材料去除能力,与凸轮轴材料及砂轮材料和结合剂(立方氮化硼即CBN材质,采用陶瓷结合剂的砂轮是当前用于磨削凸轮轴最常用的砂轮)的类型有关。这些Cr值从机床力及功率测量值中推导出来。“C”分量表示磨粒密度(磨料与结合剂之比),“r”表示砂轮表面拓扑结构(刮痕宽度对刮痕深度)。
热分配常数——这是进入零件的热能与冷却液带走的热量之间的百分比。热分配常数对油和水基冷却液分别是不同的。
进给增量——这是砂轮每刀切入凸角的深度(通常在砂轮/凸角接触区最小的端部位置最小),并且对粗加工和精加工分别不同。砂轮不是以螺旋方式逐渐进给到增量深度,而是直接进给到该增量值并且在整个凸角周围将保持这个深度。该进给增量一般对粗加工循环要大于精加工循环,并且它直接与材料去除率相关。
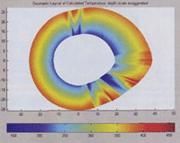
图1:该曲线图采用用于凸轮轴磨削的热模型制作软件生成。图中显示了凸角圆周在磨削过程中有可能发生热损伤的位置。

图2:此图显示了砂轮在凸角上切一刀时,产生的热量、达到的深度、在凸角圆周上特定点的凸角表面情形。
温度信息
热模型产生的颜色曲线图有两种。一种显示实际凸角形状,带有显示在凸轮轴转一圈时凸角表面下热分布的色温带(见图1)。朝凸角中心的温度峰值表示产生问题的区域。
另一个曲线图以凸轮轴旋转(单位:度)与表面深度之间的关系表示温度分布。这种图表示各种温度在凸角圆周某特定点都达到什么样的深度(图2表示的是凸轮轴转一圈时这种图的一个实例)。
一般地,要绘制整个磨削循环以用于分析,包括粗加工和精加工(软件可以制作凸轮轴最多转20圈的模型)。由基准数据表明加工过程应该保持在什么样的温度水准和穿透深度,具体情况依据凸轮轴材料而定。在评价了热量和穿透深度后,可以对参数进行调节并确定精磨循环以确保去掉以前的任何热损伤层。
对于带凹入轮廓的凸轮轴,将对两个磨削循环制作模型。一个模型将针对采用大直径砂轮对整个凸角形状的粗加工,另一个针对用小直径(一般为凹入直径的80%)砂轮对凹入轮廓进行精加工和磨削。为了在一台磨床上既完成粗加工又完成精加工过程,需要一台带有使用小砂轮的副主轴的机床。
不同工程专业之间的桥梁
凸轮轴磨削的热模型制作可以帮助设计和制造工程师联手形成优化的凸轮轴设计和制造过程。制造工程师的主要关注点是生产率、生产量和质量——即如何尽快加工出合格的零件。凸轮轴设计工程师必须根据凸轮轴负载情况而决定材料类型和凸角轮廓。冶金专业人士也可能参与这个过程,他主要关心剩余应力以及在磨削过程中产生的热量。借助热模型制作,制造工程师可以对新的凸轮轴设计制作模型,并向设计者和冶金专业人士报告该模型所预测的在磨削过程中将发生的现象,以及根据材料和设计这一点是否可以接受等。
热模型制作还可以用作凸轮轴磨削过程的培训工具。例如,在开发这种模型制作软件之前,人们一致认为加工速度对凸角烧伤和裂纹具有最大的影响,这就是为什么通常它是要改变的第一变量。已经确定,与砂轮特征和砂轮进给增量深度相比,加工速度实际上是最不敏感的参数之一。
这种热模型制作技术还可以用于帮助识别过程变量没有改变却开始出现磨削烧伤或裂纹的问题。一个实例是有一个制造厂家意外地接到一批硬度值超出预计的凸轮轴。在似乎莫名其妙地发生问题时,在声称已经淬硬至60Rc的凸轮轴凸角上进行热模型制作。制作出来的模型表明不应该发生处理问题,因此接着进行了材料硬度试验。这些试验揭示出新的一批凸轮轴实际硬度为65Rc。一旦测定这一点,又生成了第二个热模型,并得出了针对一批硬度更高的凸轮轴新的加工速度。
曲轴曲拐磨削是应用热模型制作技术的另一个过程。热模型制作还在同心直径的无心磨削方面接受试验。与凸轮轴磨削一样,这种模型制作能力不会完全消除测试磨削过程,但它确实提供了大大降低试验磨削次数并以更科学的方式开发优化的凸角磨削过程的机会。
术语:凸轮轴加工的有关定义

最新的凸轮轴设计在凸角的侧面具有凹入轮廓。这些轮廓通常是在一台采用副主轴的机床上加工的,副主轴使用比主主轴用于粗加工凸角轮廓的砂轮要小的砂轮。对粗加工及二次精加工/凹入轮廓磨削操作都生成热模型。
升程(Lift)—随动件与凸轮凸角相接触进行直线运动的总量。
端部(Nose)—凸轮轴的尖端,随动件升程最大处。
基圆(Basecircle)—凸角上将零升程传递给随动件的区域。
侧面(Flank)—凸轮轴上引导至并离开凸轮轴端部的大致扁平部分。正是在该区域,砂轮和凸角的接触面积达到最大,最可能发生磨床烧伤。
NROC—负曲率半径的缩写,它是某曲轴侧面中一个凹入的轮廓。该圆弧的中心位于凸角外侧。
凹入轮廓(Re-entrantprofile)—NROC的另一个叫法。
加工速度(Workspeed)—凸轮轴在磨削中的自旋速度。
横向进给量(Infeed)—砂轮每刀进入凸轮轴凸角的直线量(增量)。
CBN—立方氮化硼的缩写,它是凸轮轴磨削最常用的砂轮磨料。
转拉(Turnbroaching)—粗加工凸角轮廓的一种工序,采用圆周带许多刀片的大直径切削轮在精磨前粗切凸角轮廓。
绿色磨削(Greengrinding)—从圆棒料上磨削凸角轮廓的过程。新的砂轮技术正使得该技术成为转拉工艺的竞争对手。
接触弧(Arcofcontact)—砂轮和凸轮轴凸角之间的接触区。该接触区对基圆、侧面、NROC及端部各不相同。
当量直径(Equivalentdiameter)—表示接触弧的一个值,从砂轮直径以及不断变化的加工(凸角)直径中推导而来。








 豫公网安备41019702003646号
豫公网安备41019702003646号