

 手机资讯
手机资讯 官方微信
官方微信当电流通过电极时,电极电位会偏离平衡值而产生极化作用。随着电极上电流密度的增加,其电位值偏离平衡值也越大。这种变化关系可用电流密度与电极电位之间的曲线来表示,称为极化曲线。
.jpg)
图2—1所示为焦磷酸盐镀铜溶液的阴极极化曲线,横坐标为阴极电位 ,纵坐标为阴极电流密度DK。可见阴极电流密度越大,电位向负方向偏离得越多,而且在不同的电流范围内,偏离的程度不一样。如在B点以前,电流密度小于4A/dm2时,极化程度较小,而在B点以后,电流密度增大,极化程度较大。
图2—2所示为镀镍溶液中的两条阳极极化曲线,横坐标为阳极电位 ,纵坐标为阳极电流密度Dk。可见随DA增大,.电极电位均向正方向偏移,但两者偏移的情况不大一样。AE线偏移量较小,说明阳极极化程度小;ABCD线则不同,在B点以后,电位向正方剧烈偏移,极化猛增。
为了比较各不同电流密度下极化的变化趋势,提出了极化度的概念。所谓极化度是指对应于单位电流密度变化值的电极电位变化值,即dqD/dD值。对任一极化曲线来说,由于各点对应的dqJdD值不同,所以各点的极化度也不同。
由极化曲线形状分析可得出以下结论。
① 若极化曲线为一条直线,则曲线上各点的极化度相皇同。在生产中,这类镀液类型几乎没有。
②若极化曲线的发展趋势平行于DK轴,此时极化度趋于0,镀液的分散能力很差,如镀铬液的阴极极化曲线就属于此类型。
③若极化曲线的发展趋势平行于鲰轴,则极化度趋于 ,如氰化镀种,极化度都较大,镀层细致光亮,但当极化度趋于无限大时,就会出现极限电流,镀层易烧焦。
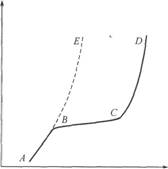
图2-2镀镍溶液阳极极化曲线
因此研究上种新的电镀工艺时,总希望其极化曲线向鳅轴倾斜但不平行于讯轴,具有较大的阴极极化度,从而利于镀层质量的提高。
电镀生产中,阴极电流密度工作范围选取的原则是在镀层不烧焦的前提下,尽可能开大电流。以提高阴极极化作用与镀层的沉积速度,进而提高劳动生产效率。对于可溶性阳极,其工作电流密度应在钝化电流密度以下,以保证阳极正常溶解。生产中可通过调节阴、阳极板的面积,将阴、阳极电流密度分别控制在所要求的范围内。








 豫公网安备41019702003646号
豫公网安备41019702003646号