

 手机资讯
手机资讯 官方微信
官方微信
摘要:航空航天等高技术产业部门对切削加工不断提出更高的要求;采用新型刀具材料可以提高刀具的切削性能,而优化刀具切削部分的几何形状则能充分发挥新型材料的威力,刀具结构、刀具、涂层技术的创新推动着切削加工技术的快速发展。
金属切削加工是用刀具从工件表面切除多余的金属材料,从而获得在几何形状、尺寸精度、表面粗糙度及表面层质量等方面均符合要求的零件的一种加工方法。其核心问题是刀具切削部分与工件表层的相互作用,即刀具的切削作用和工件的反切削作用。这是切削加工中的主要矛盾,而刀具的切削作用则是矛盾的主要方面。
采用新型刀具实现高效、优质、低成本生产是现代企业提高经济效益的重要途径。刀具材料的改进是刀具技术发展的主线。在现有刀具材料的基础上,通过刀具几何设计改善切削状态也是生产实践中行之有效的方法。CIRP公布的一项研究报告指出:“由于刀具材料的改进,刀具许用切削速度每隔10年提高1倍;而由于刀具结构和几何参数的改进,刀具寿命每隔10年几乎提高2倍。”采用新型刀具材料可以提高刀具的切削性能,而优化刀具切削部分的几何形状则能充分发挥新型材料的威力。
现代刀具不仅应能满足高速切削、干式切削、硬切削、复合切削加工等先进切削技术的需要,而且对产品功能的多样化、结构的合理化、外观宣型的美观等方面也提出了更高要求。但令人遗憾的是长期以来刀具的设计主要依靠经验,依靠尝试法(try-and-error ) ,这种方法效率低、开发周期长,显然已经阻碍了新型刀具的开发和使用,满足不了先进切削加工技术的需求,迫切需要先进的刀具设计技术。
刀具结构、刀具材料、涂层技术的创新推动着切削加工技术的快速发展。本文介绍了刀具结构设计、刀具材料和刀具涂层技术的新进展,指出先进刀具发展的方向,以促进先进刀具的开发与合理使用,为提高制造业的加工效率发挥应有的作用。
刀具结构设计技术
刀具结构设计的特点是空间角度计算难,形状复杂绘图难,形状相同尺寸繁。随着粉末冶金技术、模具制造技术、五轴联动数控刃磨技术的高度发展,现代金属切削刀具的切削部分已可加工成十分复杂的形状。因此,刀具厂家不断创新,采用先进的设计技术和专业应用软件进行刀具设计。
在生产实际中大量遇到的是各种复杂形状的刀具。为了断屑,可转位刀片的切削部分也设计出具有复杂形状的刃形和断屑槽。为建立复杂形状刀具的三维模型,研究者们采取了2种建模方法:一是综合法,即等效刀刃法;二是分解法,即微分刀刃法,并将计算机辅助设计(CAD)技术应用于刀具的设计。目前,应用较多的CAD软件主要有UG、Pro/E、I-DEAS等几种,有的CAD软件经过企业的二次开发,其适用性进一步提高。这些软件集三维实体造型、平面绘图、工程分析、数控加工、零件组装等模块于一体,形成较完整的刀具设计软件系统,具有较强的实体造型与编程功能。计算机辅助设计使得刀具的设计、计算简便,免去刀具复杂图形的绘制,并能参数化快速设计刀具,有利于提高刀具的设计水平。
应用工程分析技术(如有限元)对刀具强度进行数值模拟分析,可较精确地掌握刀具上各点的受力情况,了解刀具内部应力、应变及温度的分布规律,获得应力、应变及温度分布图,并方便地找出危险点。该方法可为改进刀具受力情况、合理设计刀具结构以及对刀具进行失效分析提供理论依据,为刀具强度和寿命的分析计算提供一种新方法。
随着制造业的高速发展,汽车工业、航空航天工业、模具工业等高技术产业部门对切削加工不断提出更高的要求,推动着刀具结构的持续创新。为汽车工业流水线开发的专用成套刀具成为革新加工工艺、提高加工效率、降低加工成本的重要工艺因素,发挥着重要的作用。模具工业的发展促进了多功能面铣刀、各种球头铣刀、模块式立铣刀系统、插铣刀、大进给铣刀等高效加工刀具的不断涌现。为满足航空航天工业高效加工大型铝合金构件的需要,开发出了结构新颖的铝合金高速加工面铣刀和立铣刀等先进刀具。与此同时,出现了各种新型可转位刀片结构,如多功能、多盘、多工位可变角、快换微调的机夹梅花刀,用于车削的高效刮光刀片,形状复杂的带前角铣刀刀片,球头立铣刀刀片,防甩飞的高速铣刀刀片等。
五轴联动数控工具磨床功能的实现使立铣刀、钻头等通用刀具的几何参数进一步多样化,改变了标准刀具参数千篇一律的传统格局,可适应不同的被加工材料和加工条件,切削性能也相应提高。一些创新的刀具结构还可产生新的切削效果,如不等螺旋角立铣刀与标准立铣刀相比,可有效遏制刀具的振动,降低加工表面粗糙度值,增大刀具的切削深度和进给速度。硬质合金丝锥及硬质合金螺纹铣刀的开发将螺纹加工效率提高到高速切削的水平,尤其是硬质合金螺纹铣刀,不仅加工效率高,而且通用性好,可显著降低刀具费用。
另外,专业刀具厂家不断开发复合的或专用的刀具,创新加工工艺,充分发挥机床的功能。微电子、传感技术的应用和智能刀具的开发实现了加工过程的主动控制和优化。
可见,只有通过先进的刀具结构才能充分发挥刀具材料和涂层的优势,创新的刀具结构代表了当前刀具结构发展的方向。
刀具材料
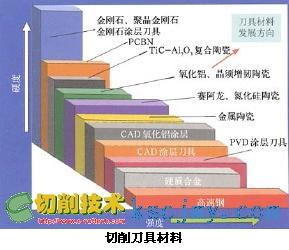
目前使用的刀具材料种类繁多,主要有金刚石、立方氮化硼、陶瓷、金属陶瓷、硬质合金和高速钢等。不同刀具材料具有不同的性能,并有其特定的应用范围。 金刚石
能用作刀具材料的金刚石有4类:天然金刚石、人工合成单晶金刚石、聚晶金刚石和金刚石涂层。
天然金刚石是最昂贵的刀具材料,由于天然金刚石可以刃磨成最锋利的切削刃,主要应用在超精密加工领域,如加工微机械零件、光学镜面、导弹和火箭中的导航陀螺、计算机硬盘芯片等。人工合成单晶金刚石刀具有很好的尺寸、形状和化学稳定性,主要用来加工木材,如加工高耐磨Al2O3涂层的木地板。聚晶金刚石是以钴作为粘结剂,在高温高压下(约507MPa ,几千摄氏度)由金刚石微粉压制而成的。聚晶金刚石刀具具有优异的耐磨性,可用来切削有色金属和非金属材料,精加工难加工材料,如硅铝合金和硬质合金等。
立方氮化硼
立方氮化硼(CBN)与聚晶金刚石一样,也是在高温高压下人工合成的,其多晶结构和性能也与金刚石类似,具有很高的硬度和杨氏模量,很好的导热性,很小的热膨胀,较小的密度,较低的断裂韧性。此外,立方氮化硼具有卓越的化学和热稳定性,同铁族元素几乎不发生反应,这一点要优于金刚石。因此,加工黑色金属时多选用立方氮化硼而不用金刚石。聚晶立方氮化硼(PCBN)特别适合于加工铸铁、耐热合金和硬度超过HRC45的黑色金属(如发动机箱体、齿轮、轴、轴承等汽车零部件)。PCBN刀具适合于高速干切削,可以用2O00m/min以上的速度高速加工灰铸铁。PCBN刀具在高速硬切削方面的应用也比较广泛,尤其是精加工汽车发动机上的合金钢零件,如硬度65 之间HRC6O~65之间的齿轮、轴、轴承,而这些零部件过去是靠磨削来保证尺寸精度和表面质量的。
CBN的力学和热学性能受粘结相的种类及其含量的影响。粘结相有钴、镍或碳化钛、氮化钛、氧化铝等,CBN 的颗粒大小和粘结相种类影响到其切削性能。低CBN 含量(质量分数,下同,50%~65%)的PCBN 刀具主要用来精加工钢(HRC45~65) ,而高CBN 含量(80%~90%)的PCBN 刀具用来高速粗加工、半精加工镍铬铸铁,断续加工淬硬钢、烧结金属、硬质合金、重合金等。
不含粘结相的CBN 正在研制当中,通过控制合成条件使CBN颗粒更微细,微细颗粒的CBN 即使在高温下也具有高热导率、极高热稳定性、高硬度和高强度。无粘结相的CBN可望成为下一代刀具材料。
陶瓷
按化学成分,陶瓷刀具材料可分为氧化铝基陶瓷、氮化硅基陶瓷、赛阿龙(复合氮化硅—氧化铝)陶瓷三大类。
氧化铝基陶瓷具有良好的化学稳定性,与铁系金属亲和力很小,因此不易发生粘结磨损。氧化铝在铁中的溶解度只有WC在铁中溶解度的1/5 ,因此,氧化铝基陶瓷扩散磨损小,同时它的抗氧化能力强。然而,氧化铝基陶瓷的强度、断裂韧度、导热系数和抗热震性较低。氧化铝基陶瓷刀具在高速切削钢时具有比氮化硅陶瓷刀具更优越的切削性能。
与氧化铝陶瓷相比,氮化硅基陶瓷具有较高的强度、断裂韧度和抗热震性能,较低的热胀系数、杨氏模量和化学稳定性,与铸铁不易发生粘结,因此,氮化硅基陶瓷刀具主要用于高速加工铸铁。
赛阿龙陶瓷刀具具有较高的强度、断裂韧度、抗氧化性能、导热率、抗热震性能和抗高温蠕变性能。但是热膨胀系数较低,不适合加工钢,主要用来粗加工铸铁和镍基合金。
为了进一步改进陶瓷刀具加工新材料时的切削性能和抗磨损性能,研究人员开发了碳化硅晶须增韧陶瓷材料(包括氮化硅基陶瓷和氧化铝基陶瓷材料),增韧后的陶瓷刀具高速切削复合材料和航空耐热合金(镍基合金等)时的效果非常好,但不适合加工铸铁和钢。
陶瓷刀具的制造方法有热压法和冷压法两大类。热压法是将粉末状原料在高温高压下压制成饼状,然后切割成刀片;冷压法是将原材料粉末在常温下压制成坯,再经烧结成为刀片。热压法陶瓷刀具质量好,是目前陶瓷刀具的主要制造方法,冷压法可制造表面形状较复杂或带孔的陶瓷刀具。
TiC(N)基硬质合金
TiC(N)基硬质合金(即金属陶瓷)密度小,硬度高,化学稳定性好,对钢的摩擦系数较小,切削时抗茹结磨损与抗扩散磨损的能力较强,具有较好的耐磨性。金属陶瓷刀具适于高速精加工碳钢、不锈钢、可锻铸铁,可以获得较好的表面粗糙度。常用的金属陶瓷有:(1)碳化钛基高耐磨性的TiC+Ni或Mo,高断裂韧度的TiC+WC+TaC+Co; (2) 增韧氮化钛基金属陶瓷;(3)碳氮化钛基高耐磨和抗热震性的TiCN+NbC。
硬质合金
硬质合金是高硬度、难熔的金属化合物粉末(WC、TiC等),用钴或镍等金属做黏结剂压坯、烧结而成的粉末冶金制品。硬质合金刀具材料的问世,使切削加工水平出现了一个飞跃。硬质合金刀具能实现高速切削和硬切削。为满足各种难加工材料的切削要求,开发了许多硬质合金加工技术,研制出多种新型硬质合金,方法是:采用高纯度的原材料,如采用杂质含量低的钨精矿及高纯度的三氧化钨等.采用先进工艺,如以真空烧结代替氢气烧结,以石蜡工艺代替橡胶工艺,以喷雾或真空干燥工艺代替蒸汽干燥工艺;改变合金的化学组分。调整合金的结构;采用表面涂层技术。研制出的新型硬质合金有添加钽、铌的硬质合金、细晶粒与超细晶粒硬质合金,添加稀土元素的硬质合金等。
在晶粒尺寸为0.2~1µm 的碳化钨硬质合金晶粒中加人更高硬度(HRA90~93)和强度(2000~3500MPa ,最高5000MPa)的TaC, NbC等颗粒,可以制成整体超细晶粒硬质合金刀具或可转位刀片。晶粒细化后,硬质相尺寸变小,粘结相更均匀地分布在硬质相周围,可以提高硬质合金的硬度与耐磨性,能显著提高刀具寿命。如适当增加钴含量,还可以提高抗弯强度。这种刀具可以高速切削铁族元素材料、镍基和钴基高温合金、钛基合金、耐热不锈钢、焊接材料和超硬材料等。
高速钢
普通高速钢是用熔融法制造的,在加工效率和加工质量要求日益提高的先进切削加工中,普通高速钢的性能已嫌不足。
20世纪后期,逐步出现了许多高性能高速钢,新型高速钢在普通高速钢的基础上,通过调整基本化学成分,并添加其他合金元素,使其常温和高温机械性能得到显著提高。用作刀具材料的高性能高速钢有高碳高速钢、高钴高速钢、高钒高速钢和含铝高速钢等。
粉末冶金高速钢是将高频感应炉熔炼出的钢液,用高压氖气或纯氮喷射雾化,再急冷得到细小均匀结晶粉末,或用高压水喷雾化形成粉末,所得到的粉末在高温高压下热等静压制成粉末冶金高速钢刀具。与传统高速钢相比,粉末冶金高速钢没有碳化物偏析的缺陷,且晶粒尺寸小,因此抗弯强度和韧性高,硬度高,适用的切削速度较高,刀具寿命较长,并可加工较硬的工件材料。
刀具涂层技术与涂层材料
切削加工对刀具材料的性能要求非常高,刀具切削刃承受高温(300~1200 ℃)、高压(100~10000N/mm2)、高速(1~30m/s)和大应变率(103~107/s) ,因此要求刀具既要有高的硬度和抗磨损性能,又要有高的强度和韧性,而涂层刀具是解决这一矛盾的最佳方案之一。涂层刀具是在具有高强度和韧性的基体材料上涂上一层耐高温、耐磨损的材料。涂层材料及基体材料之间要求粘结牢固,不易脱落。涂层技术以其效果显著、适应性好、反应快等特点,将对今后刀具性能的提高和切削技术的进步发挥十分重要的推动作用。
目前,常用的刀具涂层方法有化学气相沉积(CVD)、物理气相沉积(PVD)、等离子体化学气相沉积(PCVD)、盐浴浸镀法、等离子喷涂、热解沉积涂层及化学涂敷法等,其中以CVD 和PVD应用最为广泛。化学气相沉积法是在1000 ℃ 高温的真空炉中,通过真空镀膜或电弧蒸镀将涂层材料沉积在刀具基体表面,沉积一层15mm厚的涂层约需4h 。在目前的切削加工刀具中,采用化学气相沉积涂层并经钴强化的刀片占40~50%。
切削刀具材料
物理气相沉积法与化学气相沉积法类似,只不过物理气相沉积是在500 ℃左右完成的。物理气相沉积法起先应用在高速钢上,后来也应用在硬质合金刀具上。化学气相沉积法大多是多层涂层,而物理气相沉积法则可以是单涂层与多层涂层。PVD 法有电弧发生等离子体气相沉积法、等离子枪发射电子束离子镀法、中空阴极枪发射电子束离子镀法、e形枪发射电子束离子镀法等,各有特色和优缺点。近来PVD的进展尤为引人注目,多种工艺竞相推出各种不同功能的多元、多层、复合涂层,大大扩展了涂层的应用范围,涂层新品种开发的速度明显加快,随着梯度结构、纳米结构涂层的开发,涂层的性能取得了新的突破。
涂层硬质合金刀具具有以下优点:(1)表层的涂层材料具有极高的硬度和耐磨性,若与无涂层的硬质合金相比,涂层硬质合金允许采用较高的切削速度,从而提高了加工效率,或能在同样的切削速度下大幅度地提高刀具寿命。(2)涂层材料与被加工材料之间的摩擦系数较小,若与无涂层的硬质合金相比,涂层硬质合金的切削力有一定降低,已加工表面质量较好。(3)由于综合性能好,涂层硬质合金刀具有较好的通用性和较宽的适用范围。硬质合金涂层最常用的方法是高温化学气相沉积法(HTCVD) ,用等离子体化学气相沉积法(PCVD)在硬质合金表面涂敷涂层的工艺也得到了应用。
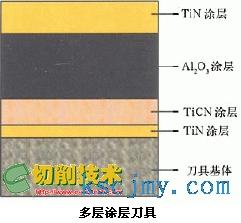
多层涂层刀具
由于CVD法的涂敷温度在1000 ℃以上,因此不适宜于高速钢刀具的涂敷涂层,高速钢刀具基体用PVD方法涂层,一般涂层材料用TiC、TiN等,但多采用TiN。涂敷涂层后的高速钢刀具表面有硬层,耐磨性好,与被加工材料之间的摩擦系数小,基体材料的韧性不降低。与无涂层的高速钢刀具相比,有涂层的高速钢刀具在同样切削条件下的切削力可降低5%~10%。由于涂层材料有热屏障作用,刀具基体切削部分的切削温度有所降低,工件己加工表面粗糙度值下降,刀具使用寿命显著提高。
最常见的3种涂层材料是氮化钛(TiN)、碳氮化钛(TiCN)和氮铝化钛(TiAIN)。其中,20世纪80年代出现的氮化钛涂层应用最广泛,其涂层颜色为金黄色,容易辨认。氮化钛涂层可增加刀具表面的硬度和耐磨性,降低摩擦系数,减少积屑瘤的产生,延长刀具寿命。氮化钛涂层刀具适合于加工低合金钢和不锈钢。碳氮化钛涂层表面为灰色,硬度比氮化钛涂层要高,耐磨性更好。与氮化钛涂层相比,碳氮化钛涂层刀具能在更大的进给速度及切削速度下加工(分别比氮化钛涂层高出40%和60%) ,工件材料去除率更高。碳氮化钛涂层刀具可以加工各种工件材料。氮铝化钛涂层呈现灰色或黑色,主要涂在硬质合金刀具基体表面上,切削温度达800 ℃ 时仍能进行加工,适合于高速干切削。干切削时切削区的切屑可以用压缩空气清除。氮铝化钛适合加工淬硬钢、钛合金、镍基合金、铸铁和高硅铝合金等脆性材料。
化学气相沉积金刚石涂层刀具适合于高速加工铝及其他有色金属,如紫铜、黄铜、青铜;还可以用来加工石墨制品和复合材料(如碳一碳增强塑料、玻璃纤维增强塑料、酚醛树脂等)。CVD金刚石薄膜涂层刀具常应用于复杂形状的刀具,如带断屑槽的刀片、整体立铣刀、刨刀、钻头等。金刚石厚膜涂层刀具常用来高速切削过共晶铝合金。金刚石涂层立铣刀采用超细颗粒硬质合金基体和CVD金刚石涂层,适用于高速加工铝合金和石墨等非金属材料。
陶瓷具有良好的物理化学特性:高耐磨性、耐高温、耐腐蚀性能。因此,将基体材料的优点和陶瓷材料优异的性能相结合制成的涂层刀具哇能更好,与普通涂层刀具相比,降低了摩擦系数,从而更加耐磨,刀具寿命延长。
最新研制的硬涂层有氮化碳涂层(CNx),类金刚石涂层(DLC) , AlCrN涂层等;适用于硬切削的TiSiN涂层,有润滑性的CrSiN涂层,有超强耐氧化能力的AlCrSiN涂层等;还有其他氮化物涂层(TiN/NbN、TiN/VN 、TiBoN),硼化物涂层(TiB 2、CBN)等,这些涂层刀具有良好的高温稳定性,适合高速切削使用。
物理气相沉积法与化学气相沉积法相结合可开发出新的涂层刀具,内层应用化学气相沉积法涂层可以形成与基体间的高粘结能力,外层应用物理气相沉积法涂层可降低切削力,使刀具适用于高速切削。
刀具涂层技术的进展还体现在纳米涂层的实用化方面。将上百层每层几纳米厚的材料涂在刀具基体材料上称为纳米涂层,纳米涂层材料的每一个颗粒尺寸都非常小,因此晶粒边界非常长,从而具有很高的高温硬度、强度和断裂韧性。纳米涂层的维氏硬度可达HV2800~3000,耐磨性能比亚微米材料提高5%~50%。据报道,目前己开发出碳化钛和碳氮化钛交替涂层达到62层的涂层刀具和400层的TiAlN—TiAlN/Al2O3纳米涂层刀具。
与以上硬涂层相比,在高速钢上涂硫化物(MoS 2, WS2 )称为软涂层,主要应用于高强度铝合金、钛合金和一些稀有金属的切削。
结束语
刀具设计是刀具几何结构、切削材料及涂层之间的和谐组合。只有不断推出先进的刀具设计技术,促进新型刀具的开发和使用,才能满足先进切削加工技术的发展需求。
当前,世界制造业正经历着一场深刻的战略险重组,欧美以及日、韩等发达国家和地区在全球范围内进行着新一轮制造业资源的优化配置,中国已经成为发达国家和地区制造业大规模转移和抢滩登陆的重要市场。但是我国的制造技术,特别是切削加工水平与国外相比还有很大的差距,发展先进切削加工技术,特别是刀具设计技术,提高加工效率,建设制造强国的重任责无旁贷地落在切削加工技术研究人员和工作者的肩上。只要我们高度重视先进切削加工技术的发展和创新,并为之不懈努力,制造业强国的目标一定能实现!
作者:刘战强,从事机械制造及自动化专业,主要研究方向为高效切削加工,虚拟制造等技术。1999年获香港城市大学哲学博士学位,2001年于山东大学机械工程博士后流动站出站,2002年破格晋升为教授。2003年被聘为博士生导师。现任国家自然科学基金委员会材料工程学部通讯评审专家,中国机械工程学会高级会员.中国机械工业金属切削刀具技术协会会员,可转位刀具专业委员会副主任委员,中国高校切削与先进制造技术研究会会员,AMS 任等国际科技期刊审稿人。共发表论文80 余篇,获科研奖励3项。








 豫公网安备41019702003646号
豫公网安备41019702003646号