

 手机资讯
手机资讯 官方微信
官方微信
切削技术的发展依赖刀具技术和高速机床技术的进步,刀具与机床的正确选用常起着决定性作用。采用耐热性更好的新型刀具材料及涂层、合理设计刀具结构与几何参数、选择最佳的切削速度是实现切削加工优化的重要保障。在目前高性能刀具材料如硬质合金、金属陶瓷、金刚石、立方氮化硼等超硬材料不断发展的同时,高速钢尤其是粉末冶金高速钢,凭借其在强韧性、工艺性及可加工性等方面优良的综合性能,在复杂刀具特别是切齿刀具、拉刀和各类铣刀制造中仍占有明显优势,应用相当广泛。
1 高速钢发展及粉末高速钢冶炼工艺特点
以切削刀具为主要用途的高速钢已经历了百年的发展历程。1900 年法国巴黎世界博览会上,美国人Taylor和White成功进行的高速切削演示标志着高速钢的应用拉开了序幕。多年来,高速钢刀具一直占据着机械加工领域的主导地位,其发展简史见表1。

高速钢传统冶炼制造工艺通常采用大吨位电弧炉冶炼、模铸浇铸成锭。电弧炉冶炼,钢水容量大,成分均匀,可通过炉外精炼、真空脱气等提高钢水质量;但由于钢锭浇铸尺寸较大,钢水冷却缓慢,且高速钢化学成分复杂,合金元素含量高,使其莱氏体组织粗大,碳化物偏析严重。碳化物偏析程度反映了高速钢质量的优劣,严重的偏析降低了高速钢的性能,使钢的锻、轧加工困难,高合金、高性能高速钢的发展受限。
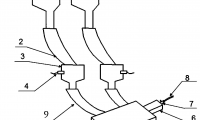
粉末冶金高速钢改变了传统的高速钢浇铸与成锭工艺,采用了雾化制粉及压力加工成形。国际上较先进的粉末高速钢制造基本工艺是将冶炼完、符合化学成分要求的钢水经强力高压氮气雾化,细小液滴瞬间迅速凝固成合金粉末颗粒,其粒度相当于一般铸锭亿万分之一的“超细小钢锭”,形成了极快冷凝固制粉。雾化制粉完成后,合金粉末颗粒经筛分、装包套、摇实、抽真空脱气等工序,再经冷、热等压力加工成锭。粉末冶金高速钢的优点为成分均匀、碳化物无偏析,易实现高合金化;与电炉钢比较,其强韧性大幅度提高,热处理变形小,尺寸稳定性高,可磨削性能好。
2 粉末冶金高速钢主要牌号及成分
传统冶炼生产的高速钢牌号均可运用粉末冶金方法生产,而高钒、高钴等高合金高性能高速钢却是粉末冶金高速钢所独有的牌号(如ASP2060、ASP2080等)。表2为粉末冶金高速钢主要牌号及成分范围。

高速钢传统冶炼制造工艺通常采用大吨位电弧炉冶炼、模铸浇铸成锭。电弧炉冶炼,钢水容量大,成分均匀,可通过炉外精炼、真空脱气等提高钢水质量;但由于钢锭浇铸尺寸较大,钢水冷却缓慢,且高速钢化学成分复杂,合金元素含量高,使其莱氏体组织粗大,碳化物偏析严重。碳化物偏析程度反映了高速钢质量的优劣,严重的偏析降低了高速钢的性能,使钢的锻、轧加工困难,高合金、高性能高速钢的发展受限。
粉末冶金高速钢改变了传统的高速钢浇铸与成锭工艺,采用了雾化制粉及压力加工成形。国际上较先进的粉末高速钢制造基本工艺是将冶炼完、符合化学成分要求的钢水经强力高压氮气雾化,细小液滴瞬间迅速凝固成合金粉末颗粒,其粒度相当于一般铸锭亿万分之一的“超细小钢锭”,形成了极快冷凝固制粉。雾化制粉完成后,合金粉末颗粒经筛分、装包套、摇实、抽真空脱气等工序,再经冷、热等压力加工成锭。粉末冶金高速钢的优点为成分均匀、碳化物无偏析,易实现高合金化;与电炉钢比较,其强韧性大幅度提高,热处理变形小,尺寸稳定性高,可磨削性能好。
2 粉末冶金高速钢主要牌号及成分
传统冶炼生产的高速钢牌号均可运用粉末冶金方法生产,而高钒、高钴等高合金高性能高速钢却是粉末冶金高速钢所独有的牌号(如ASP2060、ASP2080等)。表2为粉末冶金高速钢主要牌号及成分范围。

刀具材料的选择需要考虑刀具类别、机床及切削条件、被加工材料及硬度等因素。随着数控机床、中硬材料切削及高强钢的大量应用,对切削刀具的性能要求越来越高,刀具必须具备更高的硬度、红硬性、耐磨性及韧性。一般来讲,对于要求高耐磨、高韧性的刀具,如高寿命丝锥、拉刀、单齿薄刃刀具等,可选择高碳高钒粉末高速钢,典型牌号有M3-PM、M4-PM、M61-PM等;对于要求高速切削、高热硬性、高寿命的刀具,如齿轮滚刀、插齿刀、数控机床用各类铣刀,可选择高钒高钴粉末高速钢,典型牌号有ASP2015、ASP2030、ASP2060等。
4 结语
粉末高速钢由于良好的组织一致性和碳化物的无偏析,弥补了普通冶炼高速钢的严重缺陷,使钢材质量和性能全面提高。粉末冶金高速钢刀具在加工铁基高温合金、钛合金、超高强钢等难加工材料时表现出了良好的切削性能及综合力学性能。由于粉末高速钢冶炼及雾化制粉的特殊性,工艺及设备要求相对复杂,钢材制造成本较高,目前在精密复杂刀具生产中应用较多,还有待进一步推广应用。









 豫公网安备41019702003646号
豫公网安备41019702003646号