

 手机资讯
手机资讯 官方微信
官方微信摘要 在采用CBN金刚石砂轮进行磨削作业时,除了砂轮使用寿命非常重要之外,对砂轮质量因素的认识也是至关重要的,以便达到对磨削流程和加工精度的高要求。磨削加工工艺在刀具和部件加工中一直扮演...
在采用CBN金刚石砂轮进行磨削作业时,除了砂轮使用寿命非常重要之外,对砂轮质量因素的认识也是至关重要的,以便达到对磨削流程和加工精度的高要求。 磨削加工工艺在刀具和部件加工中一直扮演着非常重要的角色。与其他类型的切削技术相比,磨削工艺的长处在于其对硬质材料的良好的可加工性、较高的形位公差精度(IT5~6)和磨削表面的较小的波纹和粗糙度(Rz=1~3μm)。
由于电镀砂轮的基本外形可塑性极强,便于切削,因此这种工艺特别适合于要求较高的加工场合。砂轮电镀层的特征在于,一方面需要通过高品质磨削颗粒物达到磨损极限范围要求,另一方面又需留出可以排放切屑的空间。
整体观察磨削流程
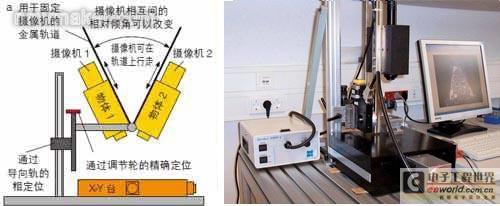
由于加工工艺越来越复杂,因此必须对磨削流程进行整体观察。这就意味着,要依据各种不同的应用场合,对所使用的砂轮的配置提出具体的要求。这时往往会涉及表面形状(即刀盘的作用区域)问题。为了能够对相关表面做具体特征化描述和评价,必须采用现代化的测量技术和方法。这样即可在任意时间点上对带有颗粒物的刀具工艺流程的结果和质量水平做出客观的评定。这也是确保稳定的加工质量的一个前提条件。 在电镀粘合时,砂轮颗粒通过电解液和镍或铬的沉淀,着床到导电盘上(图1)。这种加工工艺具有随机特征,它会影响到所检测的质量特征。为了对砂轮衬层进行特征化描述,采用了大量的各种不同的检测特征。通过检测得到的重要特征有粘合硬度、颗粒大小和颗粒密度。此外,也把刀刃静态数、刀刃动态数和刀刃动态间距等数据用于对刀具表面的评价上。后两种参数已经包含了工艺的动态性,采用当今先进的测量技术,测量费用会比较高一些。

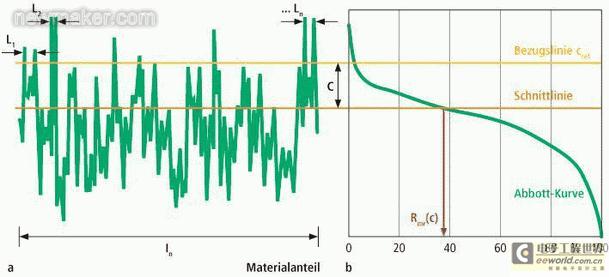
材料承重比例是重要的检测特征
砂轮质量评判的另一重要的检测特征便是材料承重比例和材料比例曲线(Abbott曲线),如图2所示。材料承重比例在一定数值上反映出砂轮表面在3D剖面上低于这个数值时的百分比。这个参数对于砂轮使用状况与具体加工任务之间关系的评判来说是非常重要的。在研究项目框架内,通过FGW Remscheid e.V.与GFE Schmalkalden e.V.这两家公司的合作和一个协作委员会的参与,研发出了一种无接触的测量技术方案,用于测定材料承重比例。为了使该测量技术方案发挥效力,我们在电镀砂轮所获得的测量结果和加工结果之间进行相关性研究。
采用无接触工作法测定电镀砂轮的承重比例
第二步便是对砂轮加工结果进行相关性研究。为此目的,采用可复制的参数组来生成符合实际的磨损状态,并进行一系列的磨削试验。然后通过对刀具和工件特性进行的电子光栅和显微照相测,在新型光电子结构的基础上,采用新研发的图像处理技术的成果实现补偿。通过这种重复性的过程,可以验证所测得的材料承重比例和真实的砂轮加工结果之间的关联性,也可借助于仪器实现图像收集方法的功能和可使用性。 最终在该研究项目内开发出了一种测定电镀砂轮材料承重比例的无接触的技术工艺。这项工作的仪器基础是实现了一种立体显微和共焦显微技术相结合的试验场所。
这种方法的经济优势对于企业来说,是在于对表面状态做出快速的特征化描述。通过试验台,可以实现对刀具的材料比例曲线进行快捷、简单、可重复性和可记录性的测定。所获得的认识有助于用户继续开发自己的产品。








 豫公网安备41019702003646号
豫公网安备41019702003646号