

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:磨削加工性能受诸多因素的影响,其中修整工艺对其影响最大。在修整过程中,砂轮形态也由此形成,并直接影响磨削力、工件表面质量和砂轮磨损等。本研究的目的在于为内圆磨削加工工艺中的小...
摘要:磨削加工性能受诸多因素的影响,其中修整工艺对其影响最大。在修整过程中,砂轮形态也由此形成,并直接影响磨削力、工件表面质量和砂轮磨损等。本研究的目的在于为内圆磨削加工工艺中的小型砂轮的应用提出合适的修整方案。为此,本论文试验了三种不同的修整滚轮:电镀滚轮、陶瓷结合剂成形滚轮、杯形修整器;和四种不同的砂轮:两个CBN砂轮和两个刚玉砂轮。表面粗糙度和磨削力的研究分析证实了内圆磨削加工中施密特图的有效性。和顺修整相比,反转修整能够加工出更好的工件表面粗糙度;这是由于砂轮表面形态较好从而使得磨削力更大的缘故。实验还对CBN砂轮的磨损率进行了研究分析,但材料去除量达到9700mm3/mm时,仍未观察记录到任何磨损数据。
关键词:内圆磨削; 施密特图;修整
1 引言
磨削是零部件制造过程中高精度高质量工件表面加工的精磨工艺。砂轮表面形态带来的砂轮整备和砂轮修整都影响着磨削工艺的效率。通过修整,磨削工艺在磨削力、砂轮磨损和工件表面粗糙度等方面得以控制。
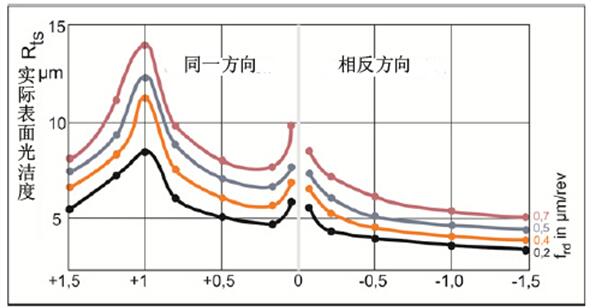
R. Schmitt和H. Scheidemann对修整参数和砂轮形态之间的基本关系进行了描述,如图一所示。图一展示了修整速比qd和径向修整进给frd对砂轮表面形态的影响。实际表面光洁度Rts值为砂轮表面峰值和谷值的最大差值;Rts值越大,砂轮表面就越粗糙。
关键词:内圆磨削; 施密特图;修整
1 引言
磨削是零部件制造过程中高精度高质量工件表面加工的精磨工艺。砂轮表面形态带来的砂轮整备和砂轮修整都影响着磨削工艺的效率。通过修整,磨削工艺在磨削力、砂轮磨损和工件表面粗糙度等方面得以控制。
R. Schmitt和H. Scheidemann对修整参数和砂轮形态之间的基本关系进行了描述,如图一所示。图一展示了修整速比qd和径向修整进给frd对砂轮表面形态的影响。实际表面光洁度Rts值为砂轮表面峰值和谷值的最大差值;Rts值越大,砂轮表面就越粗糙。
图一:Schmitt图展示了修整速比和径向修整进给对砂轮表面粗糙度的影响
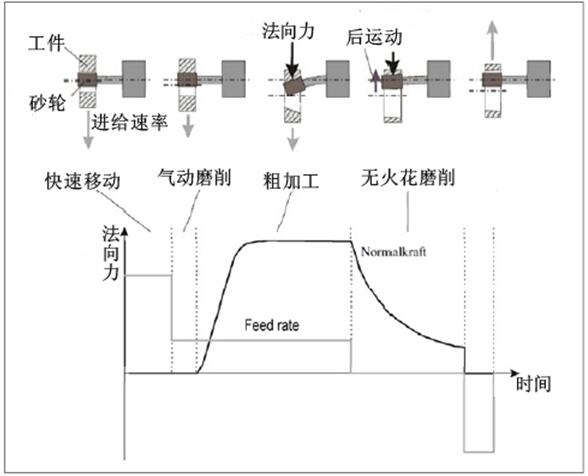
本论文讨论研究了内圆磨削加工中修整参数对磨削输出(磨削力、工件表面粗糙度和砂轮磨损)的影响。内圆磨削的运动学在中心间距上和外圆磨削工艺是相同的,因此,本研究利用推导出的金属去除率公式,将其应用到内圆磨削加工中。但在内圆磨削中,砂轮和工件的接触弧明显比外圆磨削加工中的接触弧大,从而使得切屑去除和冷却液的有效供给变得困难。此外,在进行深孔小直径的磨削时,带支架主轴很容易发生变形。为降低过度变形,缩小精度、形状偏差,可以适当延长无火花磨削的时间。图2为内圆磨削过程中不同的相。
图2:内圆磨削加工中不同的相
本论文旨在通过内圆磨削加工,以小型砂轮为例来研究修整滚轮和修整参数对工件的表面粗糙度和磨削力的影响。
2 实验方法
本实验利用陶瓷结合剂修整滚轮和电镀结合剂修整滚轮对砂轮进行修整。在修整参数中,修整器最大横向进给速率尤为重要。通过砂轮形态分析和适当的磨削实验,对修整结果进行核实。
3 实验步骤
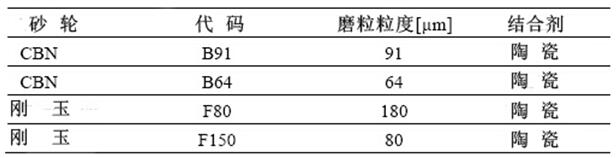
实验所用磨床为HG204CNC外圆磨床;工件材料为脆硬钢100Cr6 (1.3505),硬度60HRC。四个陶瓷结合剂砂轮,两个CBN砂轮和两个刚玉砂轮(表一),规格30×20×12。
2 实验方法
本实验利用陶瓷结合剂修整滚轮和电镀结合剂修整滚轮对砂轮进行修整。在修整参数中,修整器最大横向进给速率尤为重要。通过砂轮形态分析和适当的磨削实验,对修整结果进行核实。
3 实验步骤
实验所用磨床为HG204CNC外圆磨床;工件材料为脆硬钢100Cr6 (1.3505),硬度60HRC。四个陶瓷结合剂砂轮,两个CBN砂轮和两个刚玉砂轮(表一),规格30×20×12。
表一:砂轮规格
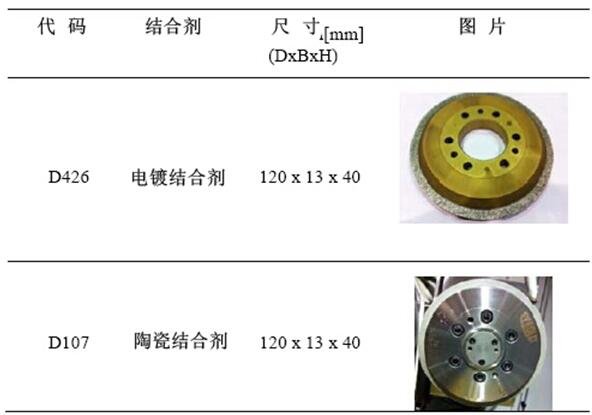
利用结合剂不同的两个金刚石修整滚轮进行修整加工,修整工具规格如表二所示。
表二:利用两种不同的金刚石滚轮对砂轮进行修整
利用四个旋转的分量测力仪对工件表面进行测力。用粗糙度仪和轮廓仪对工件表面粗糙度和表面形态进行测量;该仪器还对砂轮径向磨损进行测量。
4 实验结果和讨论
加工参数如下:
修整速度限定:qd=±0.4;±0.6;±0.8
修整深度:CBN砂轮的aed=3×2μm;刚玉砂轮aed=3×5μm。
切入磨削法
磨削速度qs=30-45
材料去除率Q`W=max.15mm3/mm•s。
通过初步试验,选择以下参数用于修整工艺,使成形精度、磨削震颤和机器振动达到最佳加工工艺。
切割速度:Vc=60m/s
速比:qs=33.7
材料去除率:Q`W=10mm3/mm•s
无火花磨削时间:2s
4.1 修整速比的影响
由于修整速比的变化对砂轮形态影响甚大,通过对修整速比的改变可以控制磨削力和工件表面粗糙度。图3-6为实验条件、磨削力和工件表面粗糙度。以下图表还可以看到施密特图的轮廓,其中表面粗糙度由工件测得。和预期的一样,磨削力和工件粗糙度呈反比关系,磨削表面越光滑,磨削力就越大。
如图3、4所示,施密特图在使用CBN砂轮进行内圆磨削加工时是有效的,适用于两种CBN磨粒粒度和电镀修整滚轮以及陶瓷修整滚轮的修整。反转修整会产生更好的工件表面和更高的磨削力。这是由于更多的金刚石磨粒和砂轮磨粒发生接触从而产生较好的砂轮表面形态所致。有效磨粒从而增加,致使表面粗糙度更好,磨削力更大。
4 实验结果和讨论
加工参数如下:
修整速度限定:qd=±0.4;±0.6;±0.8
修整深度:CBN砂轮的aed=3×2μm;刚玉砂轮aed=3×5μm。
切入磨削法
磨削速度qs=30-45
材料去除率Q`W=max.15mm3/mm•s。
通过初步试验,选择以下参数用于修整工艺,使成形精度、磨削震颤和机器振动达到最佳加工工艺。
切割速度:Vc=60m/s
速比:qs=33.7
材料去除率:Q`W=10mm3/mm•s
无火花磨削时间:2s
4.1 修整速比的影响
由于修整速比的变化对砂轮形态影响甚大,通过对修整速比的改变可以控制磨削力和工件表面粗糙度。图3-6为实验条件、磨削力和工件表面粗糙度。以下图表还可以看到施密特图的轮廓,其中表面粗糙度由工件测得。和预期的一样,磨削力和工件粗糙度呈反比关系,磨削表面越光滑,磨削力就越大。
如图3、4所示,施密特图在使用CBN砂轮进行内圆磨削加工时是有效的,适用于两种CBN磨粒粒度和电镀修整滚轮以及陶瓷修整滚轮的修整。反转修整会产生更好的工件表面和更高的磨削力。这是由于更多的金刚石磨粒和砂轮磨粒发生接触从而产生较好的砂轮表面形态所致。有效磨粒从而增加,致使表面粗糙度更好,磨削力更大。
图3:修整小型(30mm)B91 CBN砂轮时修整速比qd对工件表面粗糙度和磨削力的影响。
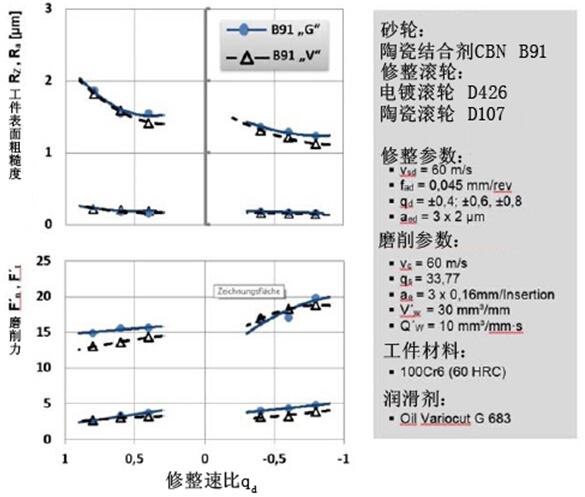
图4:修整小型(30mm)B64 CBN砂轮时修整速比qd对工件表面粗糙度和磨削力的影响。

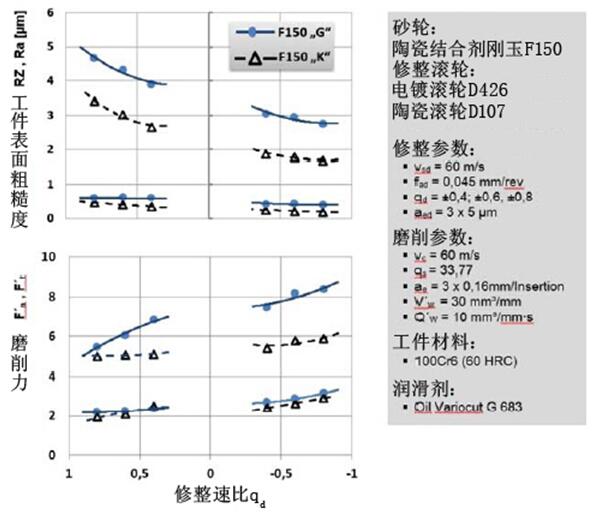
图5、6展示了使用刚玉砂轮进行加工时,修整速比是如何影响磨削参数的。这些图表证实了两种不同磨粒和修整条件下施密特图对刚玉砂轮的有效性。实验采用了180μm粒度(F80)和80μm粒度(F150)的刚玉砂轮。和预期的一样,使用F150砂轮时会产生更好的表面粗糙度。
图5:修整小型(30mm)F80砂轮时修整速比qd对工件表面粗糙度和磨削力的影响。
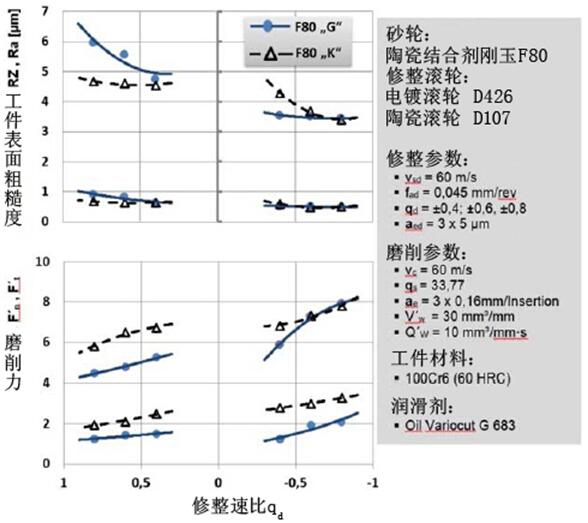
图6:修整小型(30mm)F150砂轮时修整速比qd对工件表面粗糙度和磨削力的影响。
4.2 陶瓷结合剂CBN砂轮的磨损研究
按照图3所示参数,对砂轮进行修整。只使用一半的砂轮宽度进行磨削加工,因此砂轮表面有阶梯状形成。一段时间之后,对该阶梯状磨痕进行测量,作为砂轮的径向磨损指标。尽管实验采用了高分辨率测量系统和轮廓测量仪以及显微镜观察技术,但去除量达到V`W=9700mm3/mm之后就很难再测量到磨损值。因此,径向磨损低于1微米的实验数值则忽略不急。显微镜下只观察到砂轮的边缘磨损。
5 结论
小型CBN砂轮和小型刚玉砂轮的修整、内圆磨削实验证明了施密特图对于小直径砂轮的有效性。施密特图在反转修整和顺修整两种模型中都有效。
陶瓷CBN砂轮在经过长时间实验加工后,径向磨损测量值可以看出,去除量达到9700mm3/mm之后,砂轮磨损就忽略不计。
使用小型陶瓷结合剂砂轮时,砂轮修整后建议在加工初期进行修锐或相对较低的进给速率。(编译:中国超硬材料网)
按照图3所示参数,对砂轮进行修整。只使用一半的砂轮宽度进行磨削加工,因此砂轮表面有阶梯状形成。一段时间之后,对该阶梯状磨痕进行测量,作为砂轮的径向磨损指标。尽管实验采用了高分辨率测量系统和轮廓测量仪以及显微镜观察技术,但去除量达到V`W=9700mm3/mm之后就很难再测量到磨损值。因此,径向磨损低于1微米的实验数值则忽略不急。显微镜下只观察到砂轮的边缘磨损。
5 结论
小型CBN砂轮和小型刚玉砂轮的修整、内圆磨削实验证明了施密特图对于小直径砂轮的有效性。施密特图在反转修整和顺修整两种模型中都有效。
陶瓷CBN砂轮在经过长时间实验加工后,径向磨损测量值可以看出,去除量达到9700mm3/mm之后,砂轮磨损就忽略不计。
使用小型陶瓷结合剂砂轮时,砂轮修整后建议在加工初期进行修锐或相对较低的进给速率。(编译:中国超硬材料网)








 豫公网安备41019702003646号
豫公网安备41019702003646号