

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:StéphaneAgnard,ZhaohengLiu,BruceHazel摘要:在水轮机制备和维修中,高弯曲率表面如角焊缝的磨削加工很难通过机器操作实现,必须借助手工磨削。在...
作者:Stéphane Agnard, Zhaoheng Liu, Bruce Hazel摘要:在水轮机制备和维修中,高弯曲率表面如角焊缝的磨削加工很难通过机器操作实现,必须借助手工磨削。在磨削工艺中,砂轮在工件表面来回移动,砂轮保持其轮廓并实现对材料去除率的较好控制。为实现该工艺的自动化,需要对材料去除率和砂轮磨损进行建模并在特定参数条件下进行试验验证。本论文对自动砂轮整形的预测模型进行研究。
关键词:自动磨削,砂轮整形,材料去除率,砂轮磨损模型,材料去除模型
1、引言
SCOMPI是魁北克水电研究院(IREQ)研发的一款用于水轮机制备和维修的手提式自动机械,可实现焊接、磨削、抛光等多进程加工工艺。但对于曲面率较高的表面,就必须借助手动磨削工艺。用于这种手工磨削设备的砂轮磨损快,设备方向和位置不易控制。在手工磨削过程中,操作者需要凭直觉在工件表面上来回移动工具,保持砂轮轮廓并实现磨粒自锐,提高工件表面的材料去除率。砂轮整形对实现高弯曲率表面的自动磨削至关重要,为改善SCOMPI设备的性能,本论文在特定的砂轮整形参数条件下对材料去除和砂轮磨损进行建模并研究,确定了显著改善预测模型的变量。
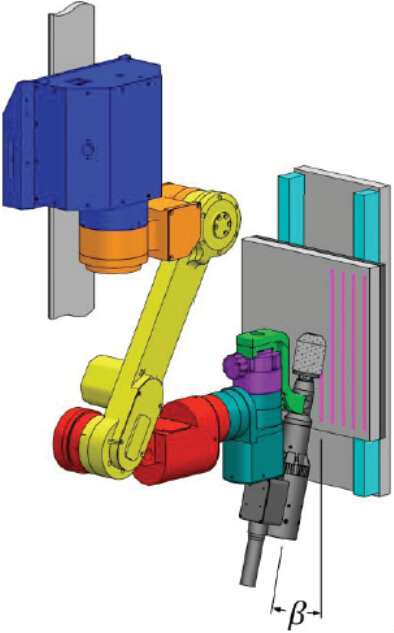
图1:装配有定制砂轮机和半球形砂轮的SCOMPI设备
砂轮整形主要是砂轮在工件表面反复磨削以实现对砂轮磨损的控制和对材料去除率的控制。树脂结合剂砂轮常用于手动或自动磨削设备。与传统磨削工艺中所用陶瓷结合剂砂轮不同,树脂结合剂砂轮有一定弹力,抗冲击性较好。正确使用树脂结合剂砂轮可以实现无钝化、无需修整的正常砂轮磨损。在整形过程中,由于接触区未切削碎屑在砂轮轮廓表面移动,因此需要考虑有效磨削半径的变化。改变磨削功率、进给速度、前角和旋转速度等磨削参数并进行试验。磨削前后对材料去除和砂轮磨损进行测量。利用接触点上切向速度和当量剖面半径进行建模并验证模型。
3、材料去除模型实验结果显示法向力和磨削功率相结合要比单独使用磨削功率的线性回归能提高关联性22%(图2)。
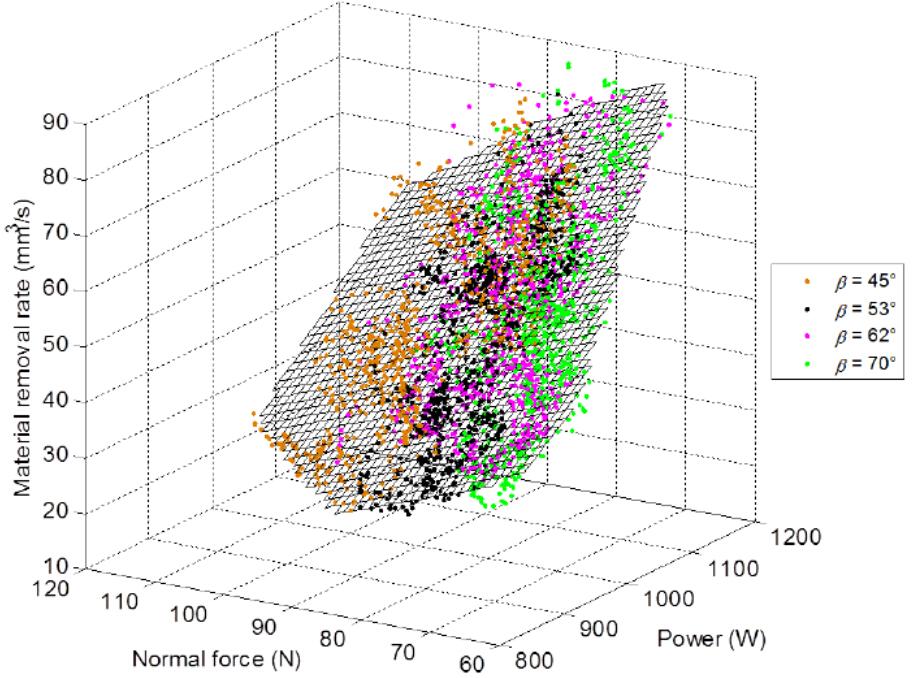
图2:变量功率试验:材料去除率作为法向力和功率的函数关系
图3为变量功率试验中由变量进给速度和旋转速度求得的数据。图3a显示,当进给速度和旋转速度变化时,材料去除率无明显变化。图3b显示,当进给速度较低且切割深度较大,或者进给速度较高且切割深度较低时,材料去除率保持稳定。此外,当旋转速度由18000rpm变化至16000rpm时切割深度保持稳定。
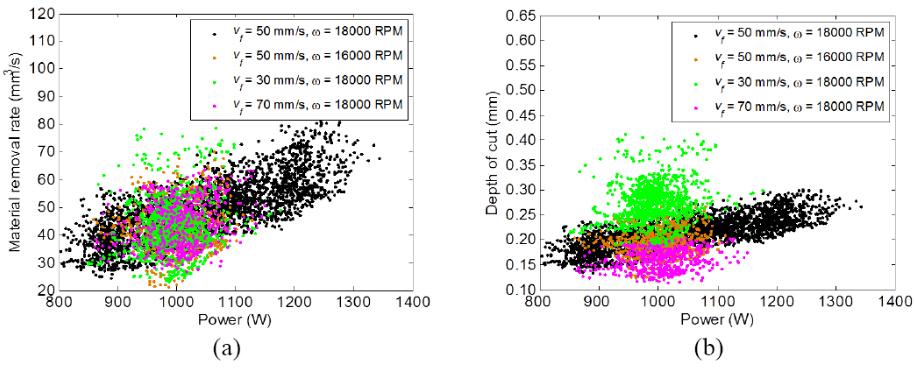
图3:变量进给速度和变量旋转速度对(a)材料去除率和(b)切割深度的影响
Hahn和Lindsay(公式1)、Kurfess等人(公式2)建立的材料去除率模型以及一系列经验模型(公式3、4、5)进行试验。基于Tönshoff等人的经验公式的模型忽略了接触点上相对于工件的砂轮速度。由于自动磨削和传统磨削的切割动力学有所不同,试验对经验模型中接触点上的切向速度和砂轮进给速度分别进行表示。
表1为所有试验的材料去除率模型求得的经过调整的相关系数。利用该方法可以测得不同条件下的模型鲁棒性。所有试验都可以即时分析(在磨削循环的整个过程中测量)或者求平均值分析(每循环的参数平均值)。
表1为所有试验的材料去除率模型求得的经过调整的相关系数。利用该方法可以测得不同条件下的模型鲁棒性。所有试验都可以即时分析(在磨削循环的整个过程中测量)或者求平均值分析(每循环的参数平均值)。
表1:材料去除率模型求得的相关系数
(详细内容敬请点击这里) 








 豫公网安备41019702003646号
豫公网安备41019702003646号