

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:KurucM.,VopátT.,PeterkaJ.摘要:旋转超声波加工(RUM)适用于脆硬材料的加工,如陶瓷、玻璃等。本研究利用RUM方法对聚晶立方氮化硼(P
作者:Kuruc M., Vopát T., Peterka J.摘要:旋转超声波加工(RUM)适用于脆硬材料的加工,如陶瓷、玻璃等。本研究利用RUM方法对聚晶立方氮化硼(PCBN)进行加工并研究其表面粗糙度;表面粗糙度对焊接工艺有重要影响,特别是对粘连能力的影响。实验制备了摩擦搅拌焊(FSW)工艺用的工具,用于机械性能增强型材料的焊接。工具的表面粗糙度如果过大,焊接材料就会粘附在工具上,无法完成焊接。本研究实验表明RUM方法适宜制备FSW工具,其表面粗糙度低至0.24μm。
关键词:旋转超声波加工,PCBN,表面粗糙度,先进加工方法
1、引言
聚晶立方氮化硼(PCBN)是一种硬度仅次于金刚石的超硬材料,在1500℃温度和5GPa压力下利用粉末冶金工艺制备而成。PCBN超高的硬度可以省去额外的加工处理,直接制备成最终成形工件。但在一些设备中,仍需要对PCBN进行加工;对此类硬质材料的加工就不能再利用传统加工方法,需要考虑先进加工工艺。不少研究者都将PCBN作为一种切削材料,而将其作为工件材料的研究则比较少;文献中关于对PCBN进行加工的研究也比较少。一些先进的加工方法有:激光束加工(LBM)、金刚石磨削和旋转超声波加工等。本研究则利用旋转超声波对PCBN进行加工。
摩擦搅拌焊(FSW)工具就可以用到PCBN,FSW工艺利用特殊设计的顶针和肩形突出部构成的工件,通过旋转压入焊接材料界面,如图一所示。在焊接过程中,大部分机械能转化为热量。FSW工艺主要用于低热输入、低残余应力、高机械性能、安全、环保和无填充金属焊接应用。
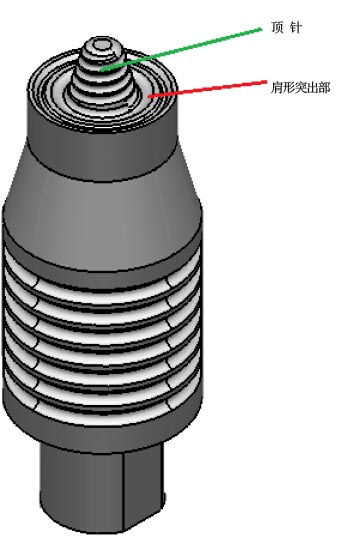
图一:特殊设计的FSW工具
2、加工方法
本实验采用旋转超声波加工(RUM),利用金刚石工具绕纵轴旋转并通过垂直方向上的超声频率发生振荡。一些加工系统利用了比超声频率更低的振动设备,但工作效率不如超声波系统。旋转运动和振动作用会引起表面发生微裂纹,但随着冷却液的使用,这些裂纹会随之导走。通过空化效应,冷却液也可以增强这种效果;因此,在工件-工具界面使用适当的冷却液是必要的。这种工艺的优势有:切削力低、产生热量少、工件不受化学反应影响、工具寿命增强、机械表面性能改善。实验利用ULTRASONIC 20线型旋转超声波铣床,可连续五轴加工操作,可用于超声辅助加工。所用超声铣刀直径为24mm,利用CAD软件和NC程序建立一个3D工件模型。
(详细内容请点击)








 豫公网安备41019702003646号
豫公网安备41019702003646号