

 手机资讯
手机资讯 官方微信
官方微信摘要 王志强,方伟,豁国燕(郑州磨料磨具磨削研究所有限公司,郑州,450001)摘要:为提高研磨液加工效率,改进工件表面加工质量,采用表面改性技术、助剂复配技术、超声分散工艺技术制备了一...
王志强,方伟,豁国燕
(郑州磨料磨具磨削研究所有限公司,郑州,450001)
摘要:为提高研磨液加工效率,改进工件表面加工质量,采用表面改性技术、助剂复配技术、超声分散工艺技术制备了一种蓝宝石加工用高效水基金刚石研磨液,应用该研磨液对蓝宝石进行研磨加工,可实现材料去除速率1.35μm/min、表面粗糙度Ra值16nm、表面无明显划痕的优异研磨加工效果。并将自制的研磨液与国内外同类研磨液产品的使用性能进行对比分析,结果表明自制的金刚石研磨液在材料去除速率、加工后工件表面粗糙度Ra值以及表面划痕方面均优于其他同类产品。(郑州磨料磨具磨削研究所有限公司,郑州,450001)
关键词:蓝宝石;金刚石研磨液;去除速率;粗糙度;表面划痕;研磨加工
0前言
人工生长的蓝宝石是单晶α-Al2O3,材料透明,与天然宝石具有相同的光学特性和力学性能,对红外线透过率高,有很好的耐磨性,硬度仅次于金刚石,莫氏硬度达9级,熔点为2030℃,且在高温下仍具有较好的稳定性,因此广泛用作固体激光、红外窗口、半导体芯片的衬底、精密耐磨轴承等高技术领域中零件的制造材料,同时还被制成永不磨损表镜及各种精美华贵的饰品[1-2]。
蓝宝石在以上领域应用的一个关键因素是其表面加工质量如:表面粗糙度Ra值、表面划痕。若蓝宝石表面加工质量不能满足具体要求,则很难发挥其自身优越的功能,因此良好的表面加工质量是其获得广泛应用的基础。
金刚石研磨液作为蓝宝石研磨加工环节的关键耗材,对其表面的加工质量起重要作用[3]。本文就金刚石研磨液的制备方法进行简单介绍,与国内外同类产品使用性能进行对比分析。
1试验
1.1金刚石研磨液的制备
具体过程如下:
①取润湿剂加入金刚石微粉中,搅拌后超声分散。
②取去离子水、表面活性剂、分散剂,加入上述润湿后的金刚石微粉中,搅拌并超声分散,制备成金刚石混合液体。
③取上述金刚石混合液体,加入悬浮剂,搅拌并超声分散后制得金刚石研磨液。
1.2 特征参数对比
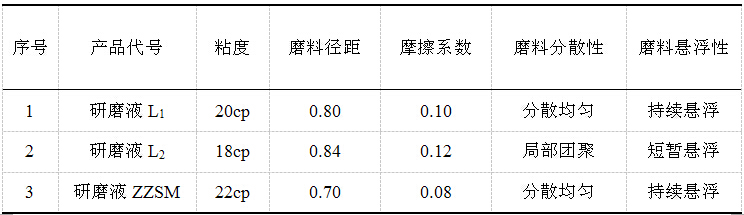
将国外某厂家的产品标注为研磨液L1,国内某厂家的产品标注为研磨液L2,自制的产品标注为研磨液ZZSM,下表1是三种研磨液特征参数:
表1 研磨液特征参数
1.3 研磨试验研磨试验在YM-18LX单面研磨机上进行,铜材质研磨盘,直径460mm,加液方式为喷液管气动加压喷液。分别应用研磨液L1、研磨液L2、研磨液ZZSM进行研磨试验,并对试验结果(去除速率、表面粗糙度Ra值、表面划痕)进行对比分析。
研磨工艺参数:研磨盘的转速为80rpm,研磨压力为3psi,加液速度为5ml/min,研磨时间为10min。在研磨液特征参数中,优选磨料径距、摩擦系数、磨料分散性三个参数验证对材料去除速率、表面粗糙度Ra值以及表面划痕的影响。
1.4检测方法
1.4.1去除速率检测方法
应用日本三丰543-691测厚仪在平面度为0级大理石平台上分别测量初始蓝宝石基片5点平均厚度δ1,研磨加工后的蓝宝石基片5点平均厚度δ2,以上工件厚度值的单位为µm,研磨时间为t,单位为min,材料的去除速率为V=(δ1-δ2)/t,单位为µm/min。
1.4.2表面粗糙度Ra值检测方法
应用SJ-210型粗糙度仪测量蓝宝石基片表面粗糙度Ra值,分别在其中心位置、离中心2cm圆周位置选取4点,测量4次,然后取其平均值作为该蓝宝石表面粗糙度Ra值。
1.4.3 表面划痕检测方法
应用Olympus公司CX21型号光学显微镜,放大800倍对蓝宝石基片表面划痕进行检测;另外采用原子力显微镜对工件表面形貌进行检测。
2 结果与分析
2.1不同研磨液对材料去除速率影响对比分析
下图1是采用研磨液L1、研磨液L2、研磨液ZZSM在相同的研磨试验条件下,各做两次研磨试验,得到的材料去除速率柱形对比图,具体如下:
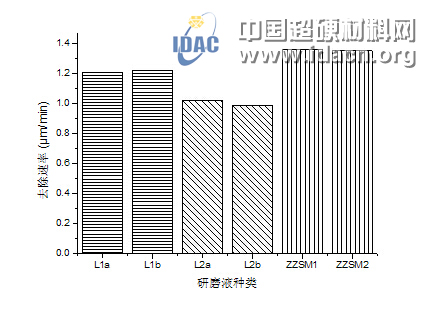
图1去除速率对比分析
由图1可以看出,研磨液L1去除速率为1.2µm/min;研磨液L2去除速率为1.0µm/min;而应用研磨液ZZSM时,去除速率可达到1.35µm/min,研磨液ZZSM的去除速率分别比研磨液L1、研磨液L2去除速率提高了12%、35%。分析其原因,有两点:
(1)在研磨液ZZSM中磨料径距比研磨液L1、研磨液L2分别减小12.5%、16.7%,由于磨料的径距越小,其粒径分布越集中,在具体研磨过程中,参与有效磨削的磨料颗粒数量就越多,从而可以提高研磨去除速率.
(2)研磨液ZZSM磨擦系数比研磨液L1、研磨液L2分别降低20%、33.3%,由于研磨液摩擦系数越小,润滑性越好,在具体加工过程中可以减小磨料与工件之间的摩擦力,减缓金刚石磨削刃口钝化的速度,延长金刚石磨削作用的时间,提高研磨去除速率。
综上分析研磨液ZZSM的去除速率优于研磨液L1、研磨液L2。
2.2 不同研磨液加工后工件表面粗糙度Ra值对比分析
下图2为分别采用研磨液L1、研磨液L2、研磨液ZZSM,在相同的研磨条件下,得出蓝宝石表面粗糙度Ra值,并对粗糙度Ra值进行对比分析,具体如下所示:
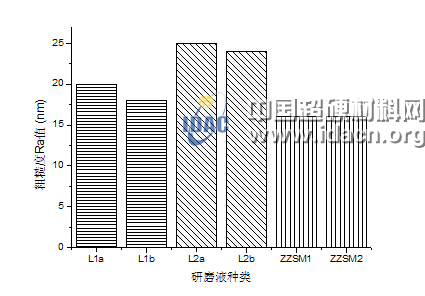
图2表面粗糙度Ra值对比分析
由图2可以看出,应用研磨液L1加工后,蓝宝石表面粗糙度Ra值为18nm;用研磨液L2加工后,表面粗糙度Ra为25nm;应用研磨液ZZSM加工后,表面粗糙度Ra值16nm。与研磨液L1相比基本相当,还略有下降;比研磨液L2粗糙度Ra值降低36%。通过对以上粗糙度值差异的分析,我们认为是由于研磨液ZZSM中磨料径距比研磨液L1与研磨液L2分别降低了12.5%、16.7%的原因造成的,因为磨料径距越大,则磨料颗粒尺寸分布越宽,粒度组成中大颗粒尺寸偏大,在具体加工过程中,大颗粒会相应增大工件表面粗糙度值;另外,由于研磨液L2中磨料出现局部团聚现象,团聚磨料会大大增加工件表面粗糙度值。综上分析研磨液ZZSM加工后工件表面粗糙度好于研磨液L1与研磨液L2。
2.3 不同研磨液加工后工件表面划痕对比分析
2.3.1光学显微镜检测结果
下图3为加工前后的蓝宝石表面形貌图,其中图a是未加工时蓝宝石表面形貌图,图b是采用研磨液L1加工后蓝宝石表面形貌图,图c是采用研磨液L2加工后蓝宝石表面形貌图,图d是采用研磨液ZZSM加工后蓝宝石表面形貌图。
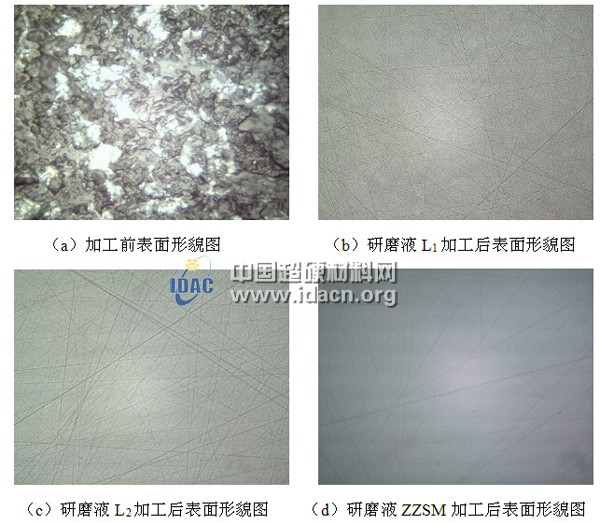
图3 工件加工前与用三种研磨液加工后表面形貌对比
从图(a)中可以看出,蓝宝石基片在研磨加工前,表面是凸凹不平。研磨加工后,表面变得平整光滑,只有细微的划痕。通过对图(b)、图(c)、图(d)对比分析得知,在图(b)、(c)中,由于所用研磨液中磨料径距大于图(d),由于磨料的径距越大,其组成中的大颗粒会对工件表面造成划痕;图(c)中所用研磨液中有磨料团聚现象,团聚的磨料会对工件表面产生深划痕严重加工缺陷。因此图(b)、图(c)表面的划痕相对较多且明显;(d)中表面的划痕最少且深度浅,效果好于图(b)与图(c)。
2.3.2原子力显微镜微检测结果
为了进一步对比分析研磨液L1、研磨液L2、研磨液ZZSM加工后工件表面形貌图,对以上三种研磨液加工后的工件采用原子力显微镜进行检测,其中图a是工件表面形貌图,图b是工件表面划痕深度测量图,图c是划痕深度值统计结果。具体如下图所示:
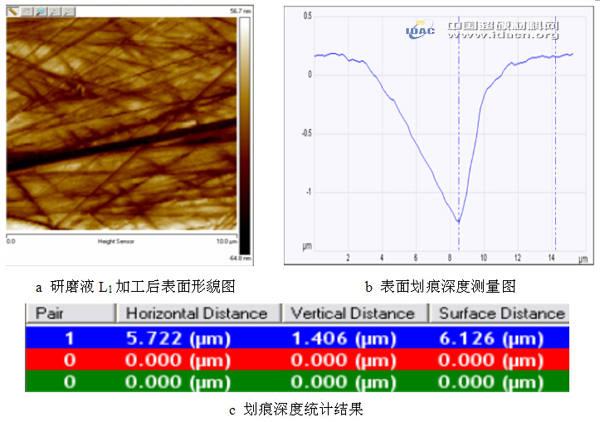
图4 研磨液L1加工后表面划痕形貌及划痕深度统计结果
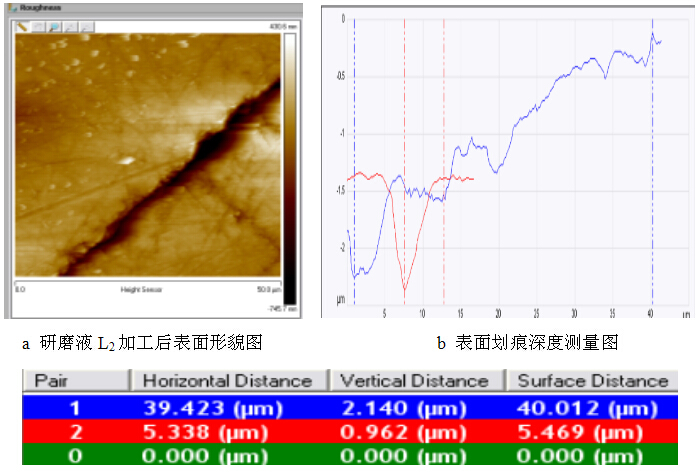
图5 研磨液L2加工后表面划痕形貌及划痕深度统计结果
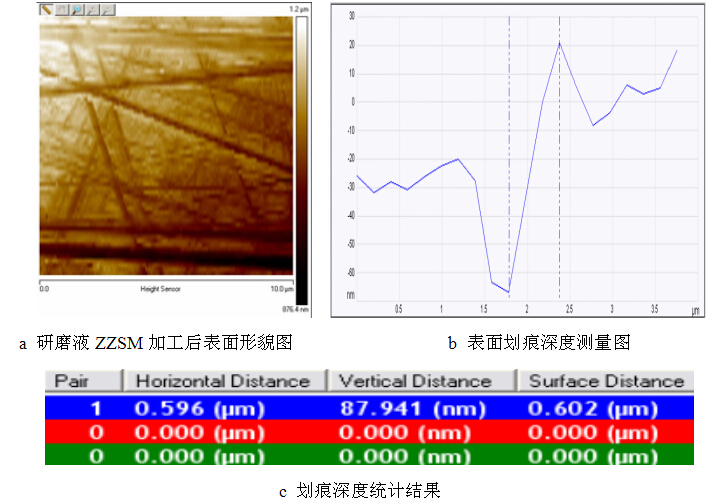
图6 研磨液ZZSM加工后表面划痕形貌及划痕深度统计结果
从图4中可以看出,研磨液L1加工后,工件表面划痕较少,划痕深度最大值为1.406μm;从图5中看出,研磨液L2加工后,由于研磨液中有磨料团聚现象,导致工件表面出现深划痕严重加工缺陷,其最大值达到2.140μm;从图6中看出,研磨液ZZSM加工后,工件表面划痕较少,划痕深度最大值为仅为0.0879μm。以上研磨加工后划痕深度值的不同,是因为在研磨液ZZSM中磨料径距小于研磨液L1,磨料粒径分布集中,粗颗粒粒径小于研磨液L1中的粗颗粒粒径,因此研磨液ZZSM的研磨加工后,工件表面划痕深度值优于研磨液L1。
3 结论
通过以上具体研磨液试验得知,研磨液ZZSM在具体研磨加工过程中,能实现高效的去除速率和良好的表面加工质量的结合,其中材料去除速率可以达到1.35μm/min,蓝宝石表面粗糙度Ra值达到16nm,并且表面无明显划痕。
参考文献
[1]文东辉,杨文言,洪滔等.蓝宝石衬底的超光滑表面加工进展磨粒加工法[J].航空精密制造技术,2009(3):247-250.
WEN Donghui,YANG Wenyan,HONG Tao,et al. Survey on the progress of ultra-smooth sapphire wafer surface[J].Aviation Precision Manufacturing Technology, 2009(3):247-250.
[2]程国良.超精密磨削蓝宝石基片的软磨料砂轮磨削性能[D].大连:大连理工大学,2008.
CHENG Guoliang. Grinding performance of soft abrasive grinding wheel used in Ultra-precision grinding sapphire substrate[D].Dalian: Dalian University of Techno-Logy,2008.
[3] 王吉翠,邓乾发.蓝宝石晶片机械化学研磨抛光新方法研究[J].表面技术,2011,40(5):101-103.
WANG Jicui,DENG Qianfa.The study on the method of mechano-chemical polishing About the grinding polishing of sapphire[J].Surface Technology,2011,40(5):101-103.









 豫公网安备41019702003646号
豫公网安备41019702003646号