

 手机资讯
手机资讯 官方微信
官方微信摘要 通常磨料的粒径在54微米以下的粉状物料称为微粉,微粉中颗粒直径小于5微米的又称为精微粉。3.5微米以粗的微粉采用沉降法分选,3.5微粉以细的混合料采用离心法分选。金刚石微粉主要用于...
通常磨料的粒径在54微米以下的粉状物料称为微粉,微粉中颗粒直径小于5微米的又称为精微粉。3.5微米以粗的微粉采用沉降法分选,3.5微粉以细的混合料采用离心法分选。金刚石微粉主要用于非金属硬脆材料的精磨、研磨和抛光。一般0~0.5微米至6~12微米用于抛光;5~10微米至12~22微米用于研磨;20~30微米以粗用于精磨。金刚石微粉主要用于以下四个方面:〔1〕直接使用微粉或制成研磨膏,广泛用于硬质合金、高铝陶瓷、光学玻璃、仪表宝石、半导体等材料制成的刃具、量具、光学仪器、电子器件等精密零件,其加工粗糙度可以达到镜面效果。〔2〕金刚石微粉大量用于制造精磨片、超精磨片、电镀制品。〔3〕金刚石微粉是制造多晶金刚石烧结体的主要原料,如地质、石油钻头,切削工具、拉丝模等。〔4〕用于研磨液和抛光液的制造。
金刚石微粉主要做研磨和抛光用,粒度的控制特别重要,只要有超尺寸的粗颗粒就会造成工件划伤,使前道工序的工作前功尽弃,因此微粉质量检查是保证微粉产品质量的重要环节。只有认真对待才能生产出高质量的微粉,满足用户使用的需求。
金刚石微粉的质量检验,采用国家标准JB/T7990—2012规定的方法检验,主要包括尺寸范围、粒度分布、颗粒形状、杂质含量、标志和包装。主要粒度分别为M0/0.25 M0/0.5 M0/1 M0.5/1 M1/2 M2/4 M3/6 M4/8 M5/10 M6/12 M8/12 M8/16 M10/20 M15/25 M20/30 M25/35 M30/40 M35/55 M40/60 M50/70。特殊应用的粒度尺寸范围由供需双方商定。
下表是M0.5/1的尺寸范围

D50是指一个样品的累计粒度分布百分数达到50%时候所对应的粒度,它的物理意义是粒径大于它的颗粒数占50%,小于它的颗粒数也占50%,D50也叫中位径或中值粒径,常用来表示粉体的平均粒度。
在生产实践中,主要采用激光衍射法测量金刚石微粉颗粒直径,常用仪器有英国马尔文Mastersizer 2000激光粒度分析仪、美国Microtrac公司的S3500系列激光粒度分析仪和X100激光粒度分析仪器等。
激光粒度分析仪器的原理是,当光线照射到颗粒上时,散射和衍射就会发生,其散射和衍射光的强度均与粒子的大小有关,观察其光强度,可应用夫琅和费衍射理论和Mie散射理论求得颗粒直径分布。使用Mie散射理论进行计算,在测量时候要注意粉体的分散问题,避免粉体颗粒团聚。
激光粒度分析仪器的优点是测量方便快捷,重现性高,能很好地测出样品的粒度分布曲线和集中度。越是球状颗粒,测量得越准确,在行业中普遍采用。它的缺点是对不规则形状和长条颗粒测得不准确,数值测量偏低。这可能与它本事测量原理有关。在软件测量计算时,把不规则形状和长条颗粒折算成球形,然后计算出球体直径作为颗粒尺寸,所以测量数据偏低。为了克服这个缺点,在生产实践中,采用图像法和生物显微镜法进行检验,主要检查大颗粒和长条颗粒,采用激光粒度分析仪和显微镜检验相互结合的双检法,保证了微粉的质量,国内主要微粉厂家河南华晶微钻、漯河泰隆超硬材料有限公司、河南四方达、河南联合磨料、河南惠丰等,在生产中得到广泛的应用。
下图是国内M0.5/1.5微粉的激光粒度分析仪的报告,该微粉粒度分布集中,很均匀。
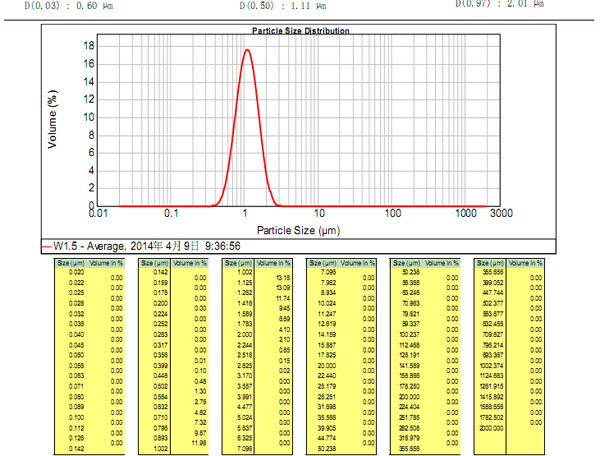
微粉的颗粒尺寸测量,有多种仪器可以使用,例如:生物显微镜、投影显微镜、图像分析仪、投射式电子显微镜、扫描电子显微镜、库尔特粒度分析仪等。在使用生物显微镜观察微粉时,选择合适的放大倍数。观察1.5微米以细的微粉,最好放大1500倍或者2000倍观察,效果比较好,生物显微镜观察最细微粉到0.25微米。小于0.25微米的微粉,最好采用扫描电子显微镜观察。
微粉的粒度分布对材料的切削效率及研磨粗糙度都有一定的影响。对精磨和抛光工艺来说,总是要求微粉中粗粒含量要少,长条颗粒要少,基本粒度含量要高,要集中,粒度组成均匀。特别是用于电镀制品的微粉,要求微粉的等高性要好,粒度组成均匀,这样在电镀时候比较容易控制微粉的出刃高度,制品使用效果好。
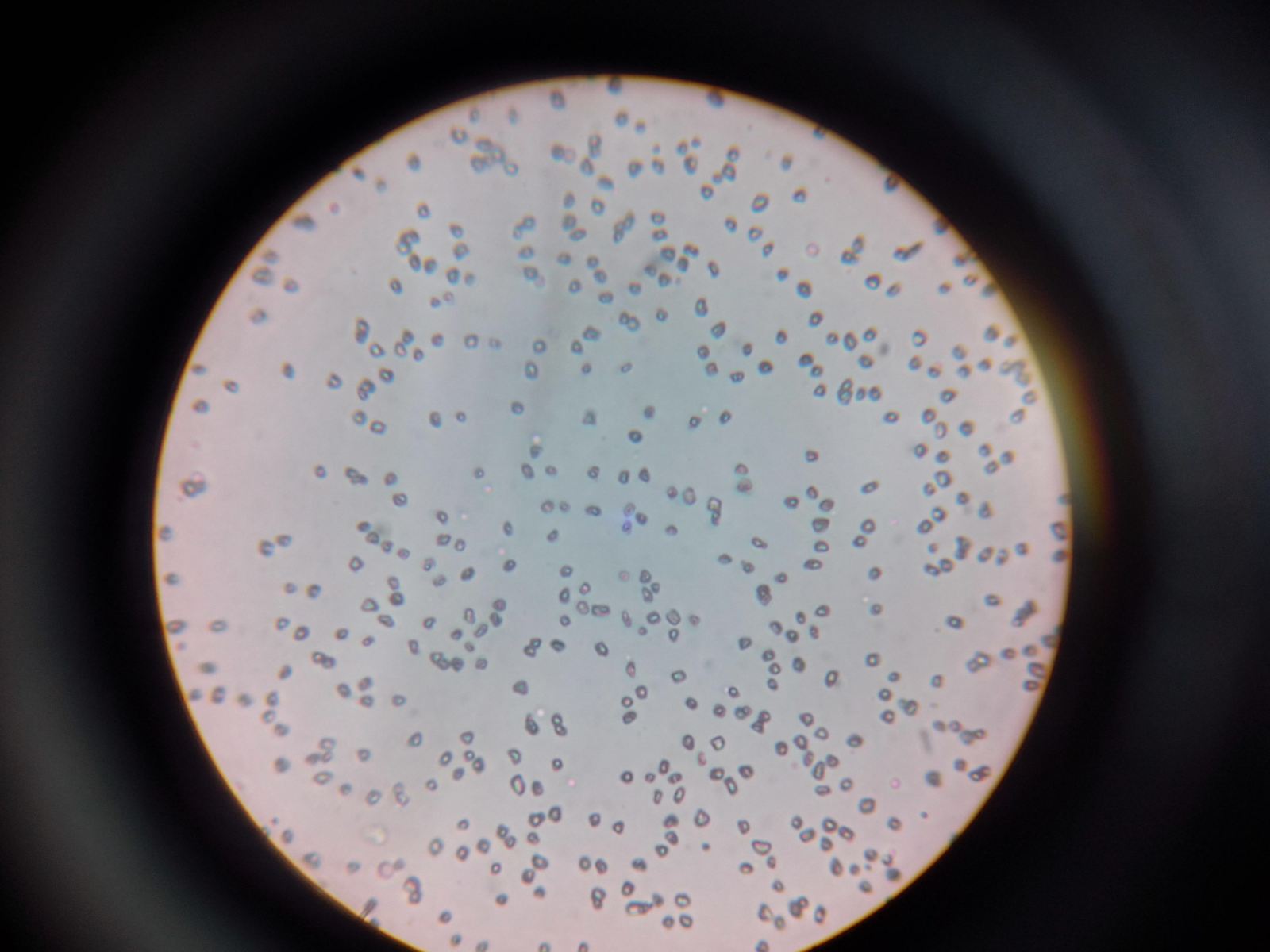
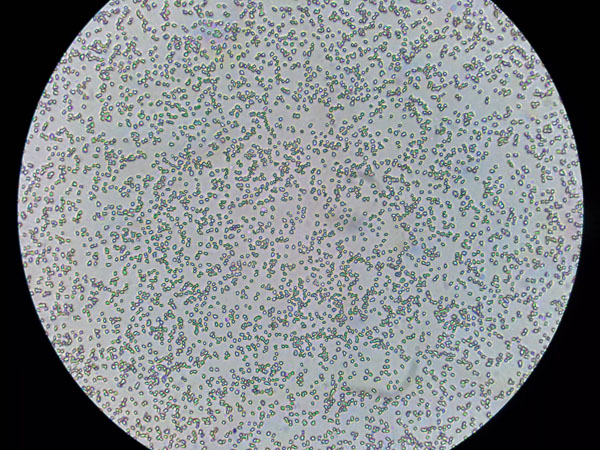
下图是国内质量比较好的W1的金刚石微粉照片,粒度分布均匀。以下是放大1500倍的生物显微镜照片。
微粉的颗粒形状,在抛光时,以近似球形颗粒和等积形为好。在微粉标准中,针棒状颗粒是指,长轴与短轴之比超过3:1的针状或棒状颗粒。超过最大颗粒尺寸的针棒状颗粒,在微粉中不能有,但长度在最大公称尺寸和最大颗粒之间的针棒状颗粒,允许不超过3%。
在显微镜下透光观察是透明的片状颗粒,尺寸小于D5尺寸的可以不计,金刚石微粉中片状颗粒不超过5%。
各种粒度的金刚石微粉杂质含量不超过2%,含有金属杂质和非金属杂质,主要有:Si、Fe、Mn、Co、Ni、Ti、Ca、Mg、Na 等,复合片微粉要求的质量比较高,杂质含量控制在约50PPM以内。
用燃烧失重法测定微粉中的杂质,从样品中称取0.5克微粉,放入恒重的坩埚内,置于马弗炉中,在1000度灼烧至恒重,残留物重即为杂质量,计算出质量百分比。
怎么评价金刚石微粉的质量?这是微粉生产和使用者所共同关心的问题。人造金刚石微粉主要用于研磨和抛光工序中,使用者往往要求用最低的金刚石浓度和最快的切削速度,获得最好的表面粗糙度和工件表面质量。要达到这样高的使用效果,没有高质量的微粉是不行的。根据笔者多年的生产实践经验,认为质量好的微粉应该从以下几个方面控制:(1)金刚石原料的强度要高,采用中南、黄河等大厂家生产的金刚石为原料生产的微粉,质量比较好,耐磨性和切削力都比较好,就是通常市场中说的黄料做的微粉;采用小厂家生产的低工艺料做的微粉,耐磨性和切削力就相对差些,就是通常说的绿料做的微粉,不过绿料微粉适用于低端树脂结合剂产品,出口印度比较多,价格便宜。在对水晶、锆石等比较硬的非金属材料抛光时,应该采用质量好的微粉。质量差的微粉没有切削力,磨不去表面的凸痕,所以不容易上光。(2)粗颗粒的尺寸及其含量,粗颗粒应该控制在国家标准规定的范围,越少越好。大于粗颗粒的就是大颗粒,容易引起划伤工件,这个绝对不能有。(3)粒度分布,集中度越高越好。(4)颗粒的形状,圆度好的微粉在抛光中应用有比较好的效果;块状低磁性高强度微粉在金刚石电镀线锯中有好的效果;一般形状的微粉,有条状,块状和片状,在树脂结合剂砂轮中应用,比较锋利。
怎样判断微粉的强度和所具备的切削力?一般来说,在显微镜下观察,片状微粉强度低,块状切削力强,质量好,粗号微粉比较容易判断,好的微粉在显微镜下观察,透明度好,芯部透明,周围是黑边轮廓;不好的微粉,整个都是黑的。超细微粉指1.5微米以下,就需要在油镜下观察,需要物镜浸入香柏油中,放大1600倍下观察才行,常规甘油制样,看得不太清楚,容易团聚。超细微粉的质量好坏判断,从成像上可以分辨出来,这就需要多实践多观察。还有一种先进方法,就是用德国制造的差热分析仪器,通过观察微粉起始氧化温度的高低来判断。仪器比较贵,不利在工业生产中的推广。
为了解决这个问题,经过大量的实践,找到了新型分散剂,成功解决了分散问题,并采用日本显微镜浸油,成像清晰。
扫描电子显微镜观察超细微粉和纳米金刚石微粉很清晰,尺寸测量很准确,但微粉颗粒表面要喷上一层金属膜才能观察,如此一来就看不清微粉的结构和晶体呈现,不太容易判断出微粉的质量水平。传统生物显微镜观察还有很大的优势。
在检验中,我们对微粉进行染色观察,根据图形颜色判断微粉质量。
为了更好的观察图像,避免微粉在分散剂中位移,拍摄出清晰的图像,我们采用了胶膜制样,固定微粉,在生物显微镜下拍摄出真实微粉的图像,为生产科研提供了有力的帮助。科研就是要不断创新,解决实际问题,促进行业发展。
感谢河南漯河泰隆超硬材料有限公司和河南工业大学材料科学与工程学院的大力支持。感谢河南四方达超硬材料有限公司的大力支持。
下面是甘油制样的M1/3普通金刚石微粉照片。
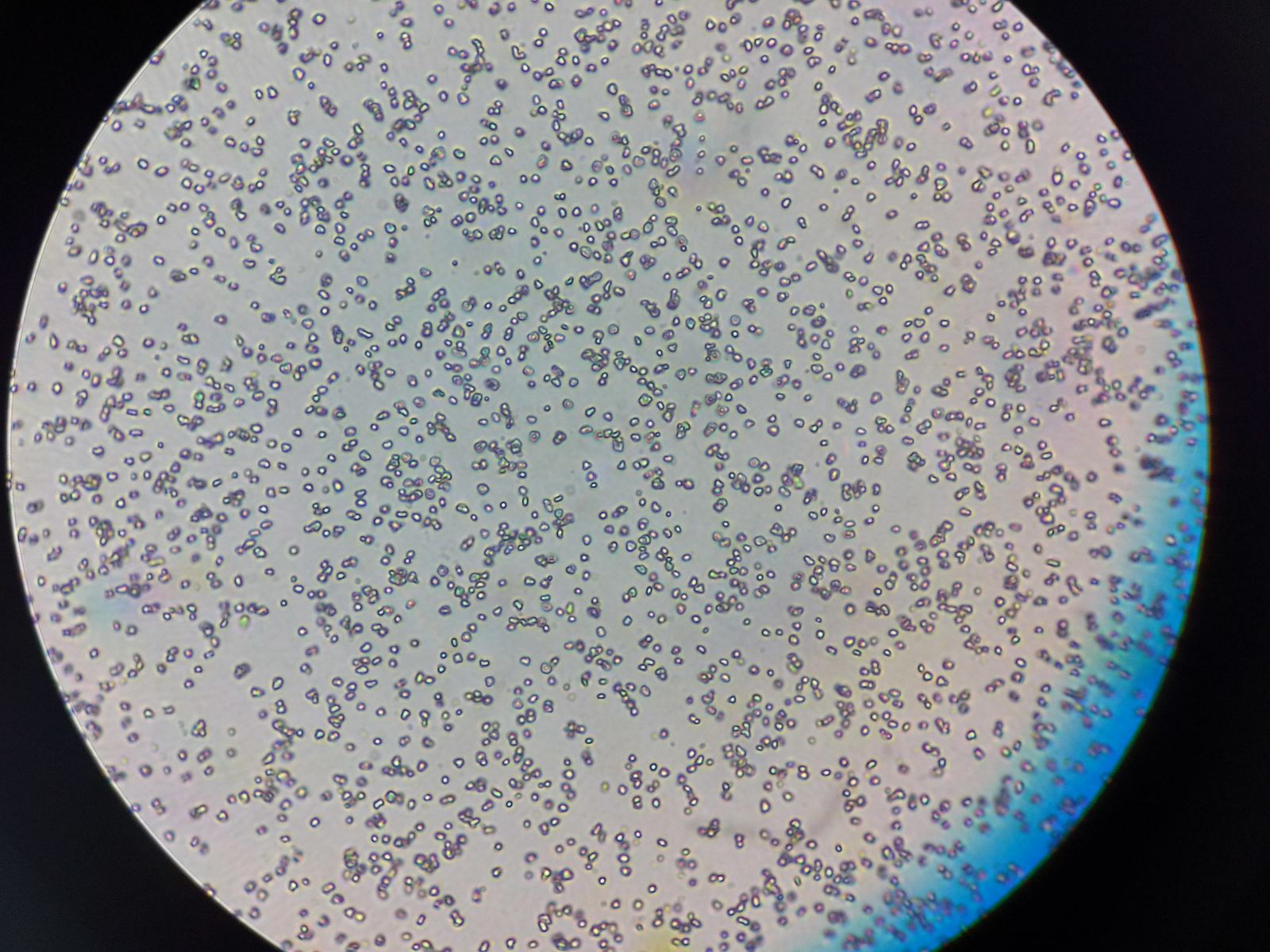
下面是染色制样的M0.5/1金刚石微粉照片。
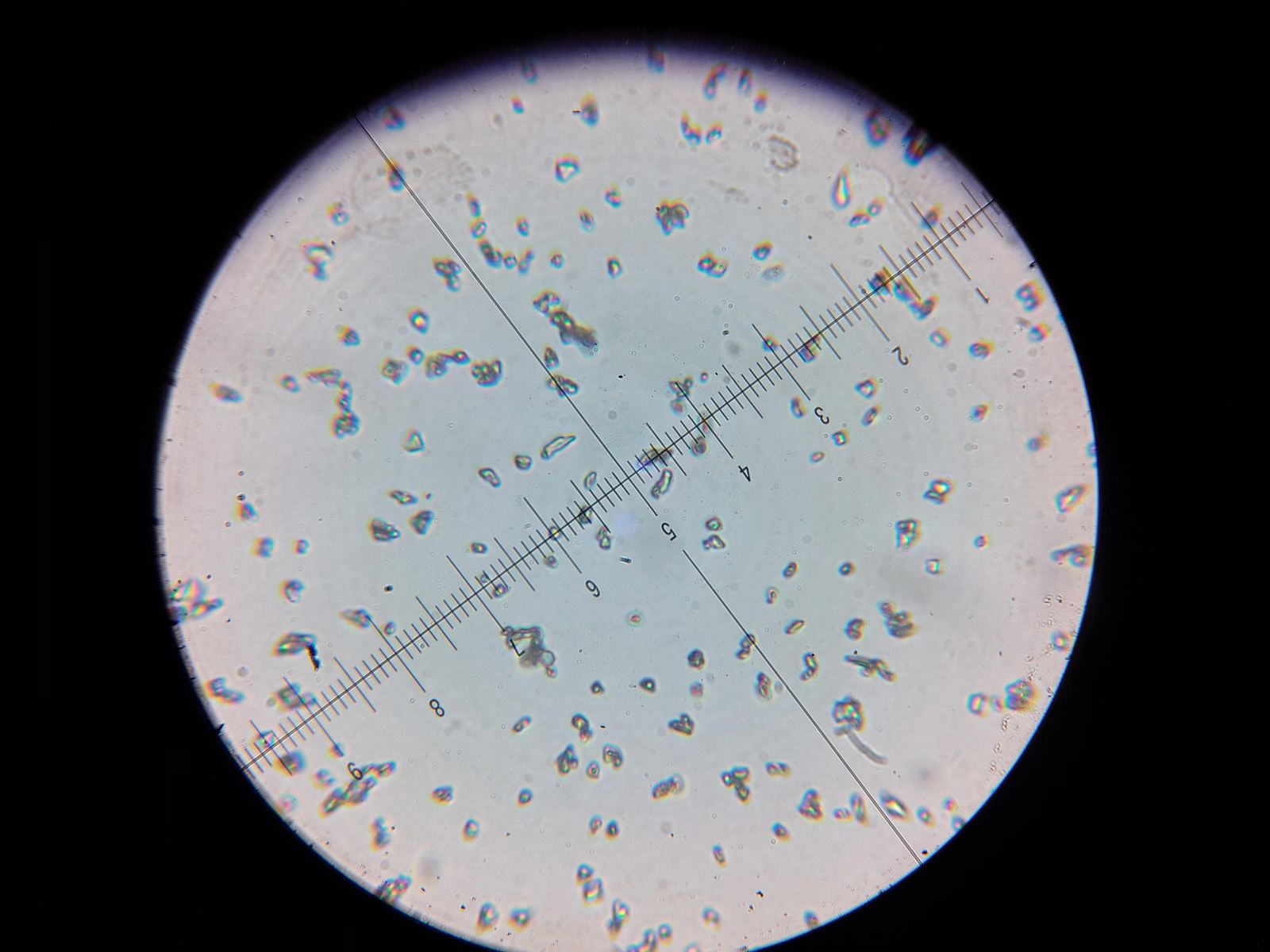
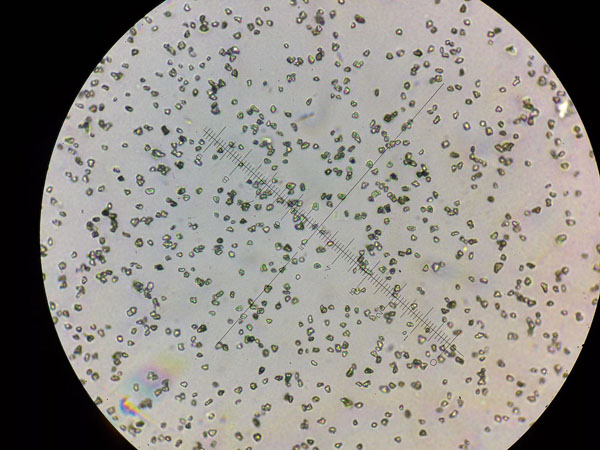
多晶体金刚石微粉M1/2照片,图中一格一微米,放大1500倍。
(文/白鸽磨料磨具有限公司 王光伟、河南工业大学 韩平、漯河泰隆超硬材料有限公司 丁罗杰、河南四方达超硬材料有限公司 刘慧苹)








 豫公网安备41019702003646号
豫公网安备41019702003646号