摘要 申请号:201710238300.7申请人:广西柳州华地探矿机械厂发明人:曾昭游齐飞黄佩锐樊帆于广华姬日梅&
申请号:201710238300.7
申请人:广西柳州华地探矿机械厂
发明人:曾昭游 齐飞 黄佩锐 樊帆 于广华 姬日梅
摘要: 本发明公开了一种可消除空气相对
湿度影响的
金刚石选形方法,运动轨迹监测器对金刚石物料进行实时的选形运动轨迹监测,若物料运动轨迹不符合要求,则通过控制给料装置和分选盘的加热温度及时间对物料进行加热干燥,继续选形;若物料运动轨迹符合要求,则继续保持当前温度,直到选形结束;本发明能够消除空气相对湿度对金刚石物料选形的影响,避免金刚石物料聚团、粘盘,对选形工作环境适应性强,选形质量高,可分选目数为16~800目(粒径1.0mm~0.018mm)的金刚石颗粒,采用自动控制及数字显示系统,提高工作过程控制的准确性和实时性,能够极大的提高生产效率。
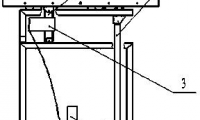
主权利要求:1.一种可消除空气相对湿度影响的
金刚石选形方法,采用的金刚石选形设备包括:工作台(1)、控制面板(2)、角度调节器(3)、接料斗(4)、分选盘(5)、给料部(6)、振动部(7)、主振弹簧(8)和斜支承缓振装置(9),所述的控制面板(2)安装在工作台(1)上,角度调节器(3)安装在工作台(1)内部,接料斗(4)、给料部(6)、斜支承缓振装置(9)安装于工作台(1)的上部,分选盘(5)、振动部(7)和主振弹簧(8)安装于斜支承缓振装置(9)上,所述振动部(7)与主振弹簧(8)连接,所述给料部(6)安装有给料振动器(63)和给料斗(64),其特征在于还包括:安装在所述控制面板(2)上的选形自动控制器(21)、数显设备(22),安装在所述分选盘(5)背面的加热装置(51)和温度传感器(52),安装在所述给料斗(64)外部的加热装置(61)和温度传感器(62),安装于所述分选盘(5)上方的运动轨迹监测器(53)和湿度传感器(54)、安装在所述接料斗(4)上的质量检测器(41),所述角度调节器(3)、所述振动部(7)、所述给料振动器(63)、所述加热装置(51)、所述加热装置(61)、所述温度传感器(52)、所述温度传感器(62)、所述湿度传感器(54)、所述运动轨迹监测器(53)、所述质量检测器(41)、所述数显设备(22)分别与所述选形自动控制器(21)导线连接,采用以上所述的金刚石选形设备的选形方法,包括以下步骤:步骤1:接通电源,初始化选形自动控制器(21)中设置的给料斗(64)及分选盘(5)的加热装置(51)、加热装置(61)、温度传感器(52)、温度传感器(62)、金刚石物料的粒度、振动部(7)振动频率和给料振动器(63)振动频率,启动金刚石选形设备;步骤2:选形自动控制器(21)根据湿度传感器(54)测量的空气相对湿度,根据公式:式中RH是空气相对湿度(%),t是预热时间(min),T≤RH≤1.1T,式中RH是空气相对湿度(%),T是升温最高温度(℃),计算并设置给料斗(64)及分选盘(5)的升温最高温度、预热时间;步骤3:设置待选形的金刚石物料的粒度,根据金刚石物料的粒度设置给料部(6)的电流用于控制给料速度;设置振动部(7)的电流,用于控制选形物料的速度;步骤4:给料斗(64)及分选盘(5)温度升到设定的最高温度,开始预热;步骤5:待预热完成,根据待选形的金刚石物料的粒度,选形自动控制器(21)自动控制角度调节器(3),调节分选盘(5)角度;步骤6:启动振动部(7)、给料振动器(63),选形自动控制器(21)驱动振动部(7)并传递振动带动分选盘(5),待选形的金刚石物料从给料部(6)入分选盘(5)后,根据步骤5中选形自动控制器(21)的调节,使金刚石物料在分选盘(5)上运动;步骤7:运动轨迹监测器(53)监测分选盘(5)上物料的运动轨迹,设置采样周期进行采样,若物料运行轨迹不成直线,无规律滚动,则给料部(6)与振动部(7)停止工作,重复步骤4~7;若物料运动轨迹呈直线均匀散开,则进入步骤8;步骤8:分选盘(5)上设有若干个出料口和相对应的接料斗(4),所述接料斗(4)划分为优等区、良等区、差等区三个区域,质量检测器(41)对接料斗(4)中金刚石物料颗粒的形状进行检测,设置采样周期进行采样,若优等区任意一个接料斗(4)金刚石物料中等积形晶体含量小于质量检测器(41)设定值,则给料部(6)与振动部(7)停止工作,自动选形控制器(21)控制角度调节器(3)减小分选盘(3)的角度1°~4°,重复步骤6~8循环选形;若优等区的接料斗(4)金刚石物料中等积形晶体或非等积形晶体含量大于质量检测器(41)设定值,则进入步骤9;步骤9:若优等区接料斗(4)中金刚石物料的等积形晶体含量大于质量检测器设定值,同时差等区接料斗(4)中金刚石物料的等积形晶体含量小于质量检测器(41)设定值,则判定为选形合格,重复步骤⑹~⑼循环选形,直至选形结束,停机;若次品部接料斗中金刚石物料的等积形晶体含量大于质量检测器(41)的设定值,则进入步骤10;步骤10:若优等区接料斗中金刚石物料颗粒的等积形晶体含量大于质量检测器(41)的设定值,同时差等区接料斗(4)中金刚石物料的等积形晶体含量大于质量检测器(41)的设定值,选形自动控制器(21)控制角度调节器(3)增大分选盘角度1°~4°,重复步骤6~10循环选形。
① 凡本网注明"来源:超硬材料网"的所有作品,均为河南远发信息技术有限公司合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明"来源:超硬材料网"。违反上述声明者,本网将追究其相关法律责任。
② 凡本网注明"来源:XXX(非超硬材料网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020


 手机资讯
手机资讯 官方微信
官方微信








 豫公网安备41019702003646号
豫公网安备41019702003646号