摘要 申请号:201710246389.1申请人:肖功豪发明人:肖功豪摘要:本发明公开了一种新式地质钻头的制备方法,其包括以下工艺步骤:a、制备金属管体;b、制备钻削刀头;c、金属管体与...
申请号:201710246389.1
申请人:肖功豪
发明人:肖功豪
摘要: 本发明公开了一种新式
地质钻头的制备方法,其包括以下工艺步骤:a、制备金属管体;b、制备钻削刀头;c、金属管体与钻削刀头装配;d、插装黄铜片并涂覆焊料;e、高频焊接;f、冷却。通过上述工艺步骤设计,该制备方法能够有效地生产制备地质钻头,工艺简单、制备加工成本低,且所制备而成的地质钻头具有稳定可靠性好、使用寿命长的优点。
主权利要求:1.一种新式地质钻头的制备方法,其特征在于,包括有以下工艺步骤,具体的:a、制备金属管体(1):按照设计尺寸选取并裁切金属管体(1),设计尺寸包括有管体中心孔(11)的直径值、金属管体(1)的外径值、金属管体(1)的高度值,而后将裁切的金属管体(1)放置于车床并于金属管体(1)下端部的外圆周车削外螺纹连接部(12);待外螺纹连接部(12)车削完毕后,将金属管体(1)放置于数控车床并通过数控车床于金属管体(1)的上端边缘部加工出刀头安装槽(13),金属管体(1)上端边缘部的刀头安装槽(13)的数量根据设计设定且所有刀头安装槽(13)呈圆周环状均匀间隔分布,各刀头安装槽(13)分别沿着金属管体(1)的直径方向完全贯穿且分别朝上开口,相邻的两个刀头安装槽(13)之间形成刀头卡持定位块(14);b、制备钻削刀头(2):准确称取铁粉、铜粉、钴粉、钨粉、镍粉、锡粉、
金刚石粉,而后将称取好的铁粉、铜粉、钴粉、钨粉、镍粉、锡粉、金刚石粉置于球磨机中进行研磨混合以获得刀头粉料;待刀头粉料制备完成后,通过粉末冶金成型方式加工钻削刀头(2),钻削刀头(2)呈圆弧弯曲形状,钻削刀头(2)的左端竖向边缘部开设有上下完全贯穿且朝左侧开口的左端竖向卡持槽(21),钻削刀头(2)的右端竖向边缘部开设有上下完全贯穿且朝右侧开口的右端竖向卡持槽(22);其中,刀头粉料中铁粉、铜粉、钴粉、钨粉、镍粉、锡粉、金刚石粉七种物料的重量份依次为:铁粉10%-40%铜粉10%-30%钴粉10%-30%钨粉10%-30%镍粉5%-20%锡粉3%-15%金刚石粉20%-50%;c、金属管体(1)与钻削刀头(2)装配:将钻削刀头(2)嵌装于金属管体(1)的刀头安装槽(13)内,每一个刀头安装槽(13)内嵌装一个钻削刀头(2),各钻削刀头(2)的内侧圆弧面的直径值比管体中心孔(11)的直径值小3mm-6mm,各钻削刀头(2)的外侧圆弧面的直径值比金属管体(1)的外径值大3mm-6mm,,各钻削刀头(2)的下端部分别搭放于相应刀头安装槽(13)的底面,各钻削刀头(2)的上端部分别延伸至金属管体(1)上端边缘的上端侧且所有钻削刀头(2)的上端面水平平齐,各刀头卡持定位块(14)的左端竖向边缘部分别嵌卡于相应侧的钻削刀头(2)的右侧竖向卡持槽内,各刀头卡持定位块(14)的右端竖向边缘部分别嵌卡于相应侧的钻削刀头(2)的左侧竖向卡持槽内;d、插装黄铜片并涂覆焊料:各钻削刀头(2)与金属管体(1)之间的间隙内插入黄铜片,而后于钻削刀头(2)与金属管体(1)的接缝处涂覆焊料;e、高频焊接:将装配完毕且涂覆有焊料的地质钻头装配件放置于高频焊机内,启动高频焊机并完成各钻削刀头(2)与金属管体(1)高频焊接,高频焊接的时间为3分钟-15分钟,高频焊接的温度为700摄氏度-900摄氏度;、f、冷却:待高频焊机焊接完毕后,将地质钻头移出高频焊机,且地质钻头于自然环境下冷却。
2.根据权利要求1所述的一种新式地质钻头的制备方法,其特征在于:所述金属管体(1)为钢质管体或者铁质管体。
3.根据权利要求1所述的一种新式地质钻头的制备方法,其特征在于:所述刀头粉料中铁粉、铜粉、钴粉、钨粉、镍粉、锡粉、金刚石粉七种物料的重量份依次为:铁粉 10%-20%铜粉 10%-20%钴粉 10%-20%钨粉 10%-20%镍粉 5%-10%锡粉 3%-10%金刚石粉 30%-50%。
4.根据权利要求3所述的一种新式地质钻头的制备方法,其特征在于:所述刀头粉料中铁粉、铜粉、钴粉、钨粉、镍粉、锡粉、金刚石粉七种物料的重量份依次为:铁粉 15%铜粉 15%钴粉 15%钨粉 15%镍粉 5%锡粉 5%金刚石粉 30%。
① 凡本网注明"来源:超硬材料网"的所有作品,均为河南远发信息技术有限公司合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明"来源:超硬材料网"。违反上述声明者,本网将追究其相关法律责任。
② 凡本网注明"来源:XXX(非超硬材料网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020


 手机资讯
手机资讯 官方微信
官方微信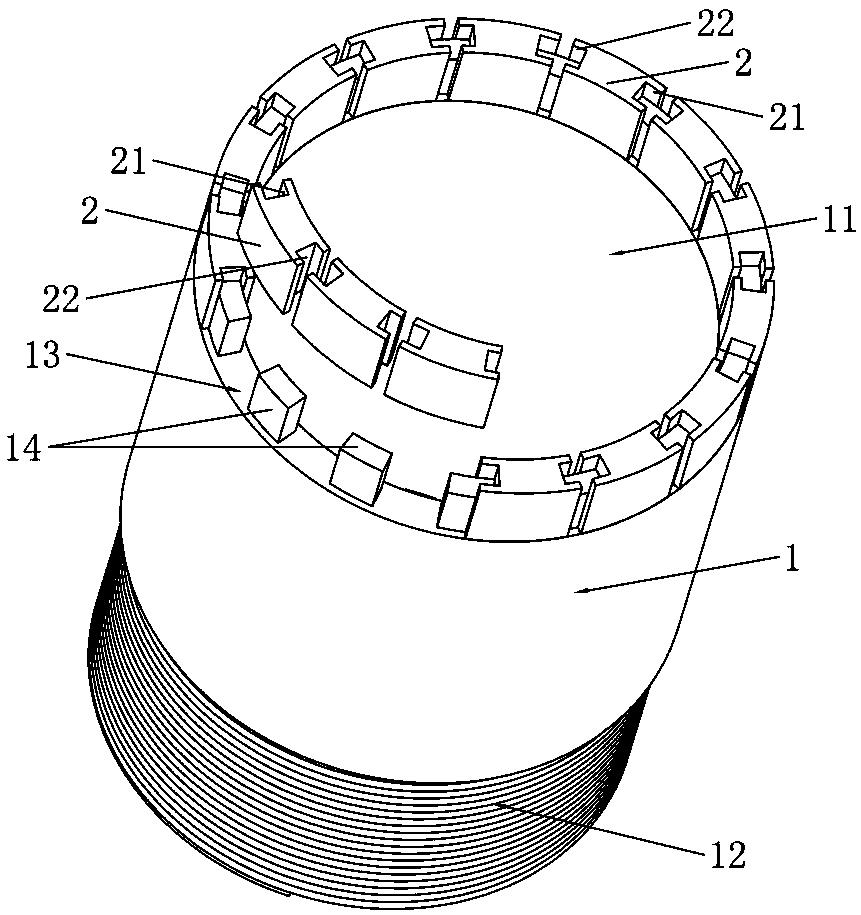








 豫公网安备41019702003646号
豫公网安备41019702003646号