

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201611261823.5申请人:华南理工大学发明人:谢晋胡满凤卢阔苏洪华郭锐斌廖隽颖摘要:本发明是公开了一种在线去毛刺和砂轮修锐激光辅助微细磨削装置,包括控制器、加工有...
申请号:201611261823.5申请人:华南理工大学
发明人:谢晋 胡满凤 卢阔 苏洪华 郭锐斌 廖隽颖
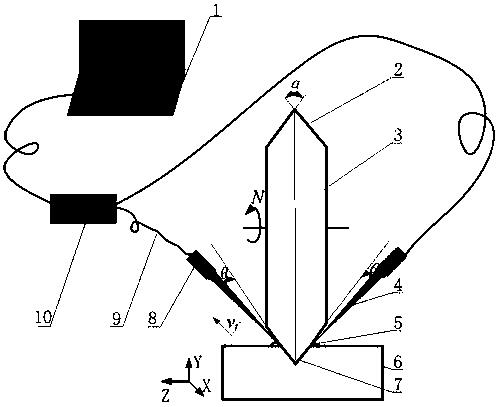
摘要: 本发明是公开了一种在线去毛刺和砂轮修锐激光辅助微细磨削装置,包括控制器、加工有砂轮微尖端的金刚石砂轮、激光切割头、光纤、激光发生器,控制器控制激光发生器发射激光,光纤连接激光发生器与激光切割头,所述激光通过光纤由激光切割头聚焦输出,砂轮微尖端与工件相对运动,激光切割头输出的激光束与砂轮切削点切线方向成一定夹角θ并聚焦于砂轮微尖端的磨粒切削形成的毛刺上。本发明还公开了一种在线去毛刺和砂轮修锐激光辅助微细磨削方法。本发明采用脉冲红外光纤激光辅助微磨削,采用合适的激光能量与磨削剪切热能耦合,通过控制毛刺温度在线熔化去除微结构边缘毛刺且不破坏基材,得到高质量微结构,加工效率高,加工成本低。
2.根据权利要求1所述的在线去毛刺和砂轮修锐激光辅助微细磨削装置,其特征在于:所述激光为脉冲红外光纤激光,激光光斑呈高斯分布,激光光斑大小为10~200 μm。
3.根据权利要求(2)所述的在线去毛刺和砂轮修锐激光辅助微细磨削装置,其特征在于:所述激光波长范围780~2526 nm,脉宽大于等于20 ns,能量密度范围为0.1~50 J/cm2,频率范围为1~100 kHz。
4.根据权利要求1所述的在线去毛刺和砂轮修锐激光辅助微细磨削装置,其特征在于:所述金刚石砂轮(3)为金属结合剂砂轮。
5.根据权利要求2所述的在线去毛刺和砂轮修锐激光辅助微细磨削装置,其特征在于:所述激光束(4)与砂轮切削点切线方向成1°~20°夹角入射在切削点,高斯激光光斑分布在砂轮磨粒切削形成的毛刺(5)上,部分高斯激光光斑同时分布在砂轮切削点处的砂轮微尖端(2)的结合剂(11)上。
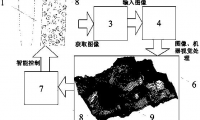
6.一种在线去毛刺和砂轮修锐激光辅助微细磨削方法,其特征在于,包括以下步骤:1)采用磨石将金刚石砂轮(3)修锐出30°~160°V形砂轮微尖端(2);2)控制器(1)控制激光发生器(10)输出激光,所述光纤(9)连接激光发生器(10)与激光切割头(8),所述激光通过光纤(9)由激光切割头(8)聚焦输出;3)将激光束(4)与砂轮切削点切线方向成1°~20°角度入射,聚焦在砂轮磨粒切削形成的毛刺(5)上,部分高斯激光同时分布在砂轮切削点处的砂轮微尖端(2)的结合剂(11)上;4) 激光切割头(8)与金刚石砂轮(3)位置相对静止,金刚石砂轮(3)位于工件(6)上表面,金刚石砂轮(3)旋转,并以一定进给深度在Y方向上进给工件(6),激光切割头(8)出射点与切削点距离为焦距,工件(6)相对激光及砂轮微尖端(2)在X,Z平面运动,微磨削出微沟槽(7);5)微结构边缘的毛刺在脉冲激光的作用下被在线熔化去除;砂轮结合剂被软化,微磨粒出刃,砂轮微尖端(2)被在线修锐。
7.根据权利要求6所述的在线去毛刺和砂轮修锐激光辅助微细磨削方法,其特征在于:所述金刚石砂轮(3)的转速100 rpm~5000rpm旋转,进给深度为0.1~20 μm,进给速度为10~300mm/min。
8.根据权利要求6所述的在线去毛刺和砂轮修锐激光辅助微细磨削方法,其特征在于:所述激光的能量密度根据加工材料的种类进行调节,使得激光作用在毛刺处温度大于材料熔点而毛刺周围基材温度低于材料熔点。









 豫公网安备41019702003646号
豫公网安备41019702003646号