

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201611071815.4申请日:2016.11.29国家/省市:中国湖南(43)公开号:106553137A公开日:2017.04.05主分类号:B24D18/00(2...
申请号: 201611071815.4 申请日: 2016.11.29
国家/省市: 中国湖南(43)
公开号: 106553137A
公开日: 2017.04.05
主分类号: B24D 18/00(2006.01)
分类号: B24D 18/00(2006.01)
申请人: 湖南大学
发明人: 陈逢军; 张磊; 尹韶辉; 唐宇; 苗想亮
申请人地址: 湖南省长沙市岳麓区麓山南路湖南大学机械与运载工程学院
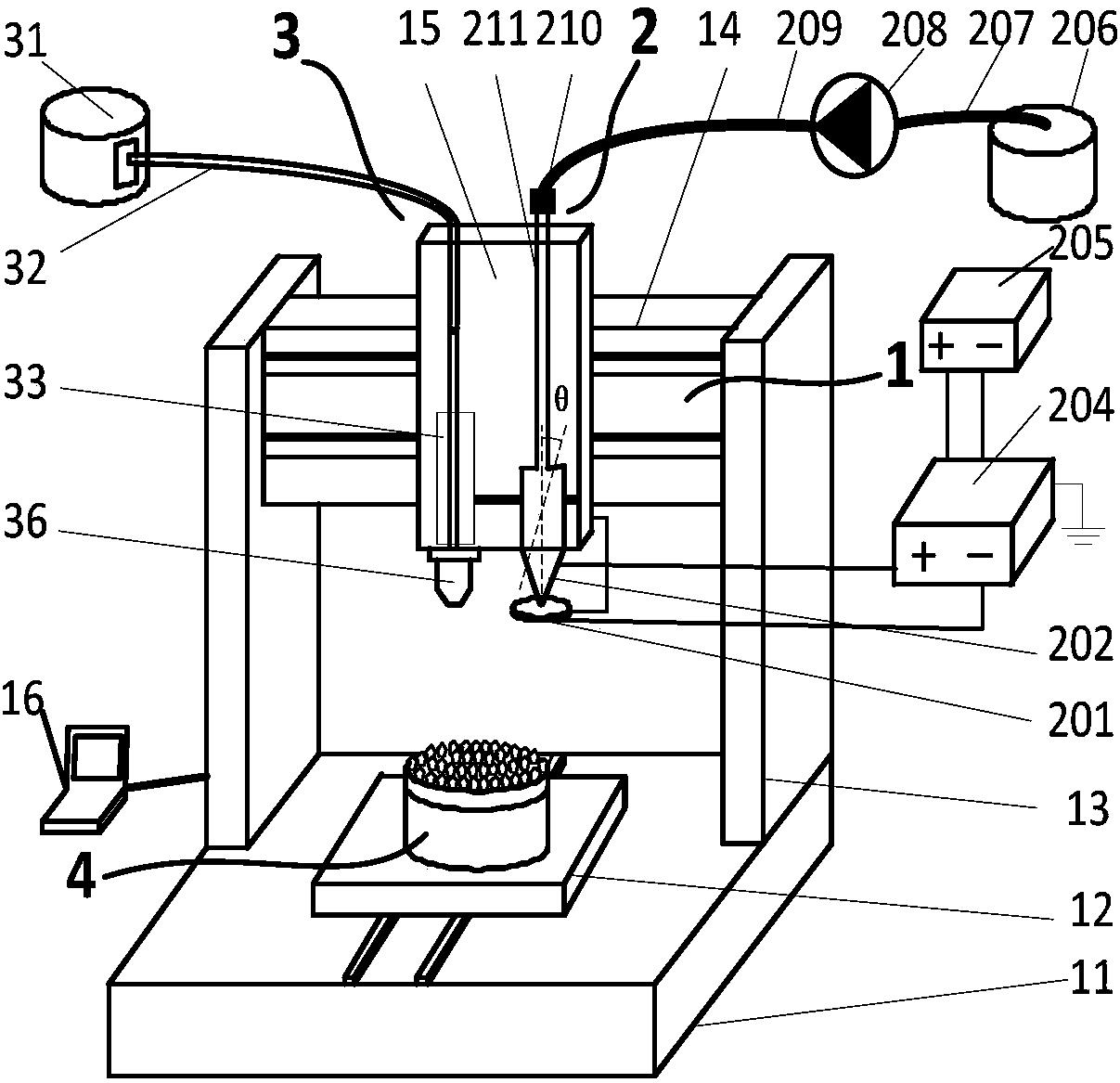
摘要: 本发明属于静电雾化及热熔融沉积成型技术领域,涉及一种适用于磨粒均匀排布的金刚石树脂砂轮制备装置和方法。装置主要由运动控制平台、静电雾化系统、砂轮打印系统、打印砂轮构成。所述运动控制平台包括基体平台、升降平台、平移平台、运动控制装置、支撑架。所述静电雾化系统包括环电极、静电喷嘴、支撑块、高压静电发生器、电源、静电液容器、连接管、注射泵、接口。所述砂轮打印系统包括丝材盒、树脂结合剂丝材、套管、送丝机构、加热机构、成型喷嘴。所述打印砂轮包括砂轮基体、树脂结合剂、金刚石磨粒。磨粒在砂轮中均匀排布,此类砂轮在磨削时,加工的表面质量高、磨削力均匀、磨削效率高、具有一定的抛光效果。
主权利要求
1.一种金刚石树脂砂轮的制备装置和方法,装置包括运动控制平台、砂轮打印系统、打印砂轮,其特征是加入了静电雾化系统;所述砂轮打印系统包括丝材盒、树脂结合剂丝材、套管、送丝机构、加热机构、成型喷嘴;所述打印砂轮包括砂轮基体、树脂结合剂、金刚石磨粒;所述一种金刚石树脂砂轮的制备装置和方法,其特征在于,制备方法包括一种如下步骤:(1).将所述砂轮基体安装于所述基体平台上,启动所述运动控制装置,控制所述基体平台、升降平台和平移平台运动,调节所述成型喷嘴与所述砂轮基体的位置与距离,将所述金刚石磨粒和静电液均匀混合;(2).启动所述送丝机构,将所述树脂结合剂丝材推进所述套管中,再通过所述加热机构加热至170℃~200℃使其熔融,以3mm/s~10mm/s的送丝速度将所述熔融状树脂结合剂挤出到所述砂轮基体上,在所述平移平台和所述基体平台运动下,所述砂轮基体表面形成一层均匀的树脂结合剂层;(3).关闭所述送丝机构;(4).控制所述升降平台沿所述平移平台进行水平移动,带动所述成型喷嘴进行水平移动,当所述静电喷嘴移至所述砂轮基体上方时,停止移动;(5).打开所述注射泵,打开所述电源,所述混合液以一定的流量从所述静电喷嘴喷出,同时在高压作用下,将所述金刚石磨粒均匀喷射在步骤(2)的树脂结合剂表面,在所述平移平台和所述基体平台的联合运动下,所述树脂结合剂表面形成一层均匀的金刚石磨粒;(6).关闭所述注射泵;(7).从步骤(2)开始重复上面步骤;(8).通过这种方法逐层增材累加,可得到多层磨粒均匀排布的金刚石树脂砂轮;所述一种金刚石树脂砂轮的制备装置和方法,其特征在于,制备方法包括另外一种如下步骤:(1).与上述制备方法步骤(1)一致,但无需金刚石磨粒和静电液的混合;(2).将所述静电喷嘴安装在所述升降平台上,喷嘴轴线与竖直方向的安装为一定的角度θ,将所述金刚石磨粒和静电液均匀混合;(3).与上述制备方法步骤(2)一致,但所述平移平台和所述基体平台无需运动;(4).与上述制备方法步骤(5)一致,但所述平台无需运动且静电磨粒喷射区域在树脂结合剂成型区域后方;(5).控制所述平移平台和所述基体平台的联合运动,所述砂轮基体上形成树脂结合剂与均匀的金刚石磨粒;(6).从步骤(3)开始重复上面步骤;(7).通过这种方法逐层增材累加,可得到多层磨粒均匀排布的金刚石树脂砂轮。








 豫公网安备41019702003646号
豫公网安备41019702003646号