

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201611042975.6申请人:东莞市金利威磨料磨具有限公司发明人:陈新强摘要:本发明公开了一种弹性磨片的配方,包括上下复合的细料层和粗料层,粗料层的原料包括:SG磨料...
申请号:201611042975.6申请人:东莞市金利威磨料磨具有限公司
发明人:陈新强
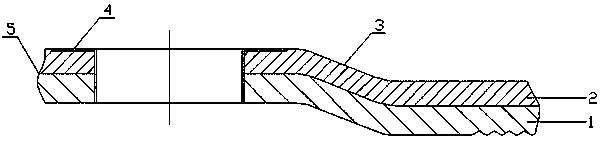
摘要: 本发明公开了一种弹性磨片的配方,包括上下复合的细料层和粗料层,粗料层的原料包括:SG磨料、高温煅烧棕刚玉、白刚玉、液体酚醛树脂、液体丁晴橡胶、粉状酚醛树脂、脱色脱蜡虫胶粉、金刚石粉、纳米级气相二氧化硅、氧化镁粉、钛白粉、酞青绿;所述细料层的原料包括:棕刚玉、白刚玉、液体酚醛树脂、液体丁晴橡胶、粉状酚醛树脂、脱色脱蜡虫胶粉、氟硼酸钾、纳米级气相二氧化硅、氧化镁粉、钛白粉、酞青绿。本发明所制得的弹性磨片无需柔曲和柔化,抛磨手感好,不崩边,耐用度高,柔韧性佳,最大可弯曲角度达52°,适应性强,可满足轴承行业对精磨和抛光等精密加工的需要,被加工工件表面精度高。
2.根据权利要求1所述的一种弹性磨片的配方,其特征在于,所述液体酚醛树脂的粘度为200-500mPa·s(25℃)。
3.根据权利要求1所述的一种弹性磨片的配方,其特征在于,所述粗料层和细料层的原料中液体丁晴橡胶的加入量,按液体酚醛树脂:液体丁晴橡胶=4:1保持不变。
4.根据权利要求1所述的一种弹性磨片的配方,其特征在于,所述粗料层的原料中SG磨料、高温煅烧棕刚玉、白刚玉三种磨料的总份数保持100份不变。
5.根据权利要求1所述的一种弹性磨片的配方,其特征在于,所述细料层的原料中棕刚玉、白刚玉两种磨料的总份数保持100份不变。
6.一种如权利要求1所述的弹性磨片的加工方法,其特征在于,包括以下步骤:(1)分别将所述粗料层和细料层各组分按重量份配比配料;(2)将所述液体酚醛树脂与液体丁晴橡胶按配比量混合搅拌均匀,并将所述纳米级气相二氧化硅均匀研磨进所述液体酚醛树脂与液体丁晴橡胶的混合液中,制得纳米气相二氧化硅和丁晴橡胶改性酚醛树脂液体;(3)将所述粗料层配方中的粉状酚醛树脂、脱色脱蜡虫胶粉、金刚石粉、氧化镁粉放进预粉设备中混合均匀,制得粗料层预制粉;将细料层配方中的粉状酚醛树脂、所述脱色脱蜡虫胶粉、氟硼酸钾、氧化镁粉放进预粉设备中混合均匀,制得细料层预制粉;(4)将粗料层配方中的80目的SG磨料、80目的高温煅烧刚玉、60目的白刚玉放进双锅逆流混料锅上锅中混合均匀,然后加入步骤(2)制得的改性酚醛树脂液体并搅拌均匀,然后先后依次加入钛白粉和酞青绿并搅拌均匀,制得粗料层湿砂;将细料层配方中的100目的棕刚玉、所述80目的白刚玉放进双锅逆流混料锅上锅中混合均匀,然后加入步骤(2)制得的改性酚醛树脂液体并搅拌均匀,然后先后依次加入钛白粉和酞青绿并搅拌均匀,制得细料层湿砂;(5)将步骤(3)制得的粗料层预制粉加入双锅逆流混料锅下锅中,并与步骤(4)中制得的粗料层湿砂快速搅拌均匀,制得粗料层混合料;将步骤(3)制得的细料层预制粉加入双锅逆流混料锅下锅中,并与步骤(4)中制得的细料层湿砂快速搅拌均匀,制得细料层混合料;(6)将步骤(5)制得的粗料层混合料放置于恒温恒湿条件下停放24小时以上,每隔8小时过36目筛网一次,得到均匀松散的粗料层成型料;将步骤(5)制得的细料层混合料放置于恒温恒湿条件下停放24小时以上,每隔6小时过40目筛网一次,得到均匀松散的细料层成型料;(7)采用平摊料压成钹形和二次压制的温压工艺成型;(8)将成型好的半成品用铝垫板隔开,穿轴叠装并弹簧加压,然后采用竖向装炉的方式进行硬化,最高硬化温度155-175℃,最高温保温时间4-8小时,总硬化时间18-26小时,然后缓慢冷却至室温卸片即得到本发明的弹性磨片成品。
7.根据权利要求6所述的一种弹性磨片的配方的加工方法,其特征在于,步骤(7)中成型工艺如下:首先将成型模具温度加热至70-80℃,并保持恒温;在模具钹形凹面模底板上沿模具芯棒依次放入孔环、无纺布并压平;按弹性磨片设计投料量投细料层成型料并刮平;再放入一张8-11目210-420克无碱玻璃纤维增强网片并压平;按弹性磨片设计投料量投磨削面粗料层成型料并刮平;盖上钹形模具盖板;然后过40吨压机10MPa压力条件下保压1-2秒,预压成型,平形摊料的坯体被压成为钹形弹性磨片毛坯;整套模具经过180°翻转后再过60吨压机10MPa压力条件下保压2-3秒,压制成型,钹形弹性磨片毛坯经过二次压制成为上下层密度均匀一致的钹形弹性磨片半成品。








 豫公网安备41019702003646号
豫公网安备41019702003646号