

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510992278.6申请人:武汉万邦激光金刚石工具股份有限公司发明人:叶宏煜杨凯华摘要:本发明公开一种孕镶金刚石钻头及制备方法,所述扇形工作齿包括交替均匀分布的主工...
申请号:201510992278.6申请人:武汉万邦激光金刚石工具股份有限公司
发明人:叶宏煜 杨凯华
摘要:本发明公开一种孕镶金刚石钻头及制备方法,所述扇形工作齿包括交替均匀分布的主工作齿和辅工作齿,所述主工作齿和所述辅工作齿之间设置有水口。该孕镶金刚石钻头的扇形工作齿由不同性能、不同规格的主工作齿和辅工作齿交替间隔组合而成,主工作齿的硬度较高,耐磨性较强,是破碎岩石的主体部分,而辅工作齿的硬度较低,耐磨性较差,起辅助破碎岩石的作用和促进主工作齿破碎岩石的作用;并且在坚硬致密或硅化强的岩石中,钻进速度能够达到0.9~1.2m/h,单个钻头的使用寿命能够达到15~24m。在钻进同类岩石时,比普通钻头的钻进效率能够提高3~4倍,钻头的使用寿命能够提高2~2.5倍。
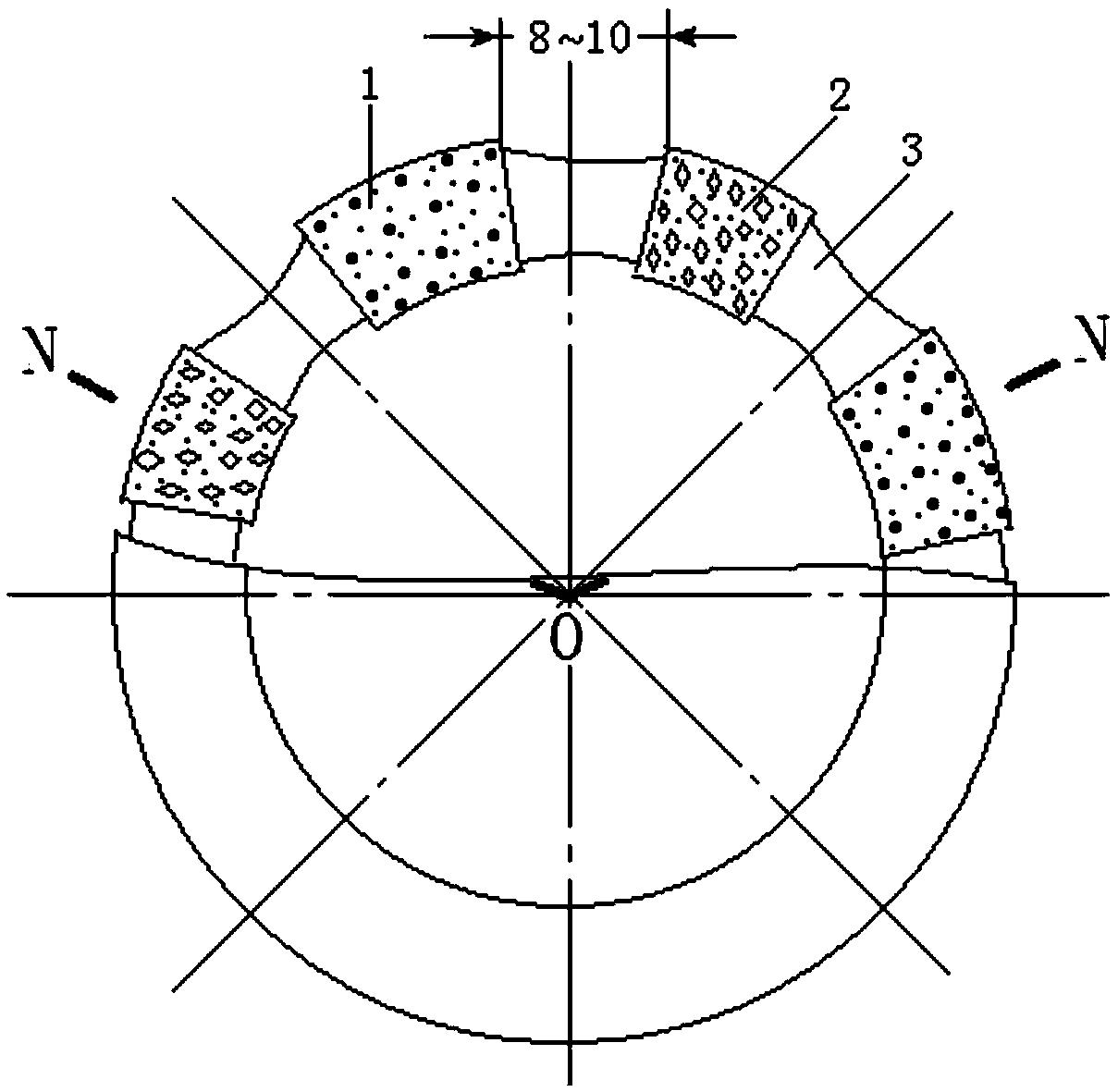
2.根据权利要求1所述的孕镶金刚石钻头,其特征在于:所述水口(3)的宽度为8~10mm。
3.根据权利要求1所述的孕镶金刚石钻头,其特征在于:所述主工作齿(1)采用2~4个,相对应地,所述辅工作齿(2)为2~4 个。
4.根据权利要求1或2或3所述的孕镶金刚石钻头,其特征在于:所述MBD35金刚石的浓度为55~65%,其50~60目粒度占60%~70%、60~70目粒度占30%~40%;所述SMD12金刚石浓度为50~60%,其粒度为50~60目。
5.根据权利要求1或2或3所述的孕镶金刚石钻头,其特征在于:所述主工作齿(1)的胎体组成成分及质量百分比为:10%~12%的YG8、28%~36%的Fe、10%~13%的Ni、45%~55%的Cu-Sn合金;所述辅工作齿(2)的胎体组成成分及质量百分比为:40%~45%的 Fe、6%~8%的Ni、18%~22%的Cu、25%~35%的CuSn10。
6.一种制备如权利要求1所述孕镶金刚石钻头的方法,其特征在于:所述方法包括如下步骤:1)按预设比例称取主工作齿胎体的粉料混合得到主混合粉料,按预设比例称取辅工作齿胎体的粉料混合得到辅混合粉料;2)将设计和加工好的石墨模具组装好后,装入水口料粉、压实;3)装入辅混合粉料、压实,然后装入主混合粉料、压实;4)水口粉料、主混合粉料和辅混合粉料全部装料完毕后,再将焊接层粉料装入,压上钻头钢体;5)将组装好的钻头烧结石墨模具送入中频电炉中进行热压烧结,热压工艺参数为:烧结温度935℃~940℃、压力12MPa~14MPa、保温3.0min~3.5min后,停电降温,当炉温降低到750℃时卸压、出炉。
7.根据权利要求6制备所述孕镶金刚石钻头的方法,其特征在于:所述步骤5)中保温时一直保压。
8.根据权利要求6或7制备所述孕镶金刚石钻头的方法,其特征在于:所述步骤1)中主混合粉料的预设比例为10%~12%的YG8、 28%~36%的Fe、10%~13%的Ni、45%~55%的Cu-Sn合金;辅混合粉料的预设比例为40%~45%的Fe、6%~8%的Ni、18%~22%的Cu、25%~35%的CuSn10。








 豫公网安备41019702003646号
豫公网安备41019702003646号