

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201380060614.2申请人:史密斯国际有限公司发明人:J·D·贝尔纳普M·K·凯沙维安摘要:公开了将热稳定多...
申请号:201380060614.2申请人:史密斯国际有限公司
发明人:J·D·贝尔纳普 M·K·凯沙维安
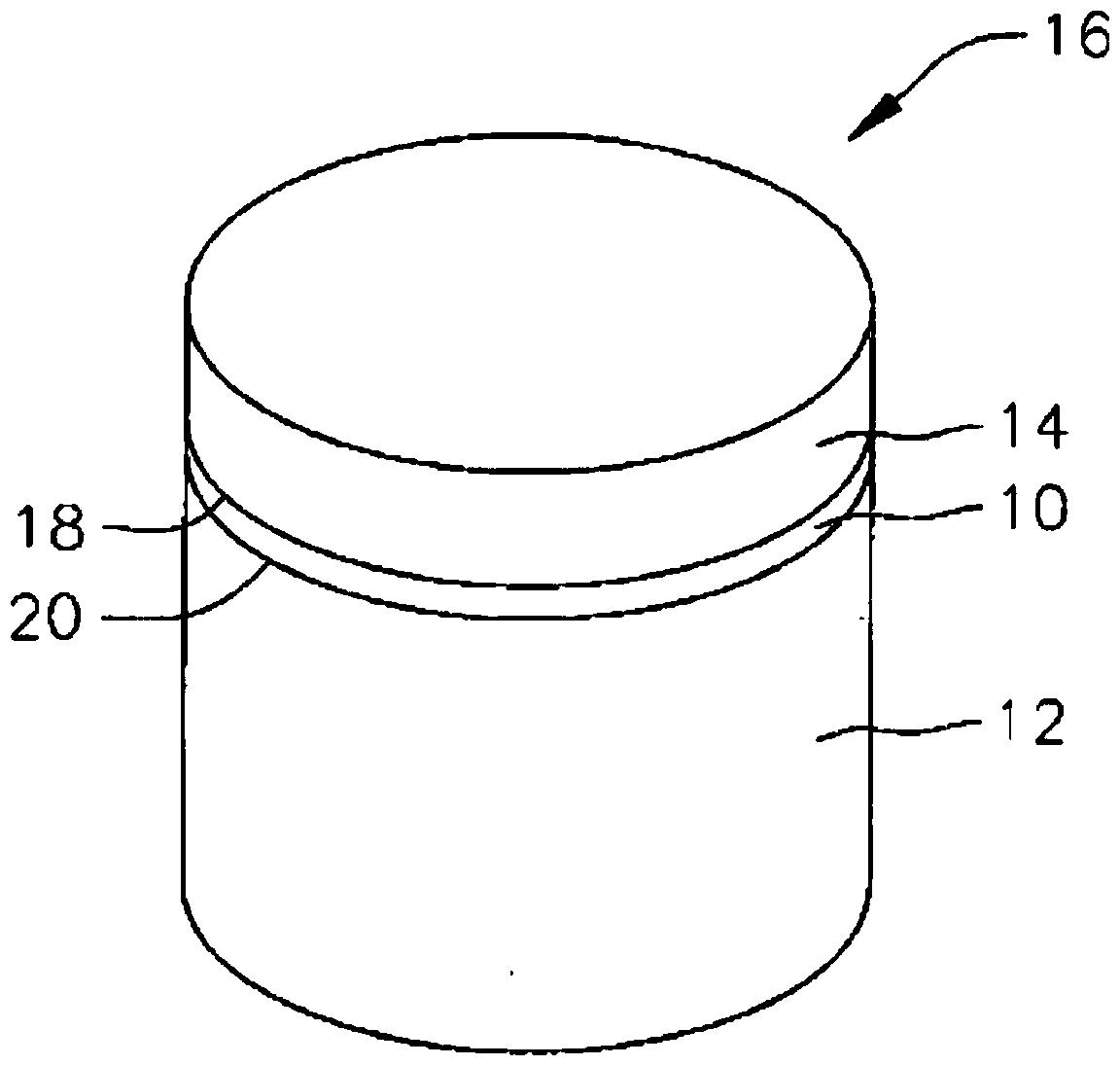
摘要:公开了将热稳定多晶金刚石(TSP)材料层附连到基体上的方法与系统。该方法包括:将铜焊材料放置在TSP材料层与基体之间,将TSP材料层和基体中的至少一个挤压在TSP材料层和基体中的另一个上,将铜焊材料加热到至少800℃的温度,以及冷却铜焊材料以形成将TSP材料层附连到基体上的结合。
2.根据权利要求1所述的方法,其中,放置包括将铜焊材料放置在所 述TSP材料层与所述基体之间而形成组件,且加热包括在炉腔内加热所述 组件。
3.根据权利要求2所述的方法,还包括:将所述组件暴露于选自基本 上由氢基气体、氮基气体、氩基气体、惰性气体以及它们的组合组成的气 体组的气体。
4.根据权利要求3所述的方法,还包括:在暴露之后、加热之前对所 述炉腔抽真空。
5.根据权利要求1所述的方法,其中,加热包括将所述铜焊材料加热 到大于920℃的温度。
6.根据权利要求1所述的方法,其中,加热包括将所述铜焊材料加热 到大于1050℃的温度。
7.根据权利要求1所述的方法,其中,加热包括感应加热。
8.根据权利要求1所述的方法,还包括用感应线圈包围所述组件的至 少一部分,以感应加热所述铜焊材料。
9.根据权利要求8所述的方法,还包括在加热之前将散热器放置在所 述TSP材料层上。
10.根据权利要求8所述的方法,还包括在挤压之前将散热器放置在所 述TSP材料层上。
11.根据权利要求1所述的方法,其中,挤压包括以至少1000psi的压 力挤压所述组件。
12.根据权利要求1所述的方法,其中,挤压包括以1000psi至15000 psi范围内的压力挤压所述组件。
13.根据权利要求1所述的方法,其中,挤压包括以5psi至15,000psi 范围内的压力挤压所述组件。
14.根据权利要求1所述的方法,其中,挤压包括以5psi至1,000psi 范围内的压力挤压所述组件。
15.根据权利要求1所述的方法,其中,在冷却之后,所述铜焊材料具 有按体积计不大于0.1%的孔隙率。
16.根据权利要求1所述的方法,其中,在冷却之后,所述铜焊材料具 有按体积计不大于0.5%的孔隙率。
17.一种用于将热稳定多晶金刚石(TSP)材料层铜焊至基体的铜焊系 统,包括: 第一部件,其用于支撑由TSP材料层、铜焊材料和所述基体构成的组 件,所述铜焊材料位于所述TSP材料层与所述基体之间; 第二部件,其中,所述第一部件和所述第二部件中的至少一个能够移 向所述第一部件和所述第二部件中的另一个,以对所述组件施加压力; 炉腔,其中,所述第一部件和所述第二部件至少部分位于所述炉腔内; 真空源,其用于在所述炉腔中抽真空; 第一密封装置,其在所述第一部件与所述炉腔之间;以及 第二密封装置,其在所述第二部件与所述炉腔之间。
18.根据权利要求17所述的铜焊系统,还包括惰性气体源,其用于向 被抽真空的炉腔提供惰性气体。
19.一种用于将热稳定多晶金刚石(TSP)材料层铜焊至基体的铜焊系 统,包括: 第一部件,其用于支撑由TSP材料层、铜焊材料和所述基体构成的组 件,所述铜焊材料位于所述TSP材料层与所述基体之间; 第二部件,其中,所述第一部件和所述第二部件中的至少一个能够移 向所述第一部件和所述第二部件中的另一个,以对所述组件施加压力; 感应线圈,其用于包围所述组件;以及 散热器,其邻近所述第二部件。
20.根据权利要求19所述的铜焊系统,还包括惰性气体源,其用于向 所述组件提供惰性气体。








 豫公网安备41019702003646号
豫公网安备41019702003646号