

 手机资讯
手机资讯 官方微信
官方微信
摘要 本文简述CCMT2016展出的珩磨展品及珩磨机发展趋势。一、珩磨加工现状珩磨加工起源于20世纪初期,应用于汽车及内燃机汽缸的加工,效果良好。在发达国家,对珩磨技术的研究主要侧重于新...
本文简述CCMT2016展出的珩磨展品及珩磨机发展趋势。一、珩磨加工现状
珩磨加工起源于20世纪初期,应用于汽车及内燃机汽缸的加工,效果良好。在发达国家,对珩磨技术的研究主要侧重于新型珩磨技术的研发,如德国拉格尔公司研制的双向双进给平顶珩磨,德国格林公司最新研制的激光珩磨,美国善能公司新开发的刷珩磨技术。而表面粗糙度检测仪器,主要是为适应精密偶件珩磨技术的发展而开发的。著名的检测系统有英国泰勒、德国霍梅尔、德国马尔、日本精工等。这些工艺、检测技术的研发,大大改善了发动机运行性能,延长了发动机的使用寿命。随着珩磨技术的不断发展,控制系统也由传统的机电液压控制向数字行程控制,甚至向CNC方向发展。
目前国内发动机汽缸套、汽缸体以及工程机械液压系统制造业普遍采用珩磨技术,但珩磨水平较低,对珩磨工艺参数研究较为松散。国外珩磨设备具有先进的冷却及过滤技术、先进的温控技术,以及先进的夹具技术等,相比较而言,我国珩磨设备还存在很大差距。
国外珩磨技术的飞速发展对中国珩磨机制造和珩磨工艺的使用提出了挑战。据统计,国内近年来引进的珩磨机达到上百台,高端市场基本上被国外的珩磨机制造企业占据。国内生产珩磨机的专业厂家生产出的珩磨机技术水平与国外产品有一定差距。
二、珩磨机展品概述
本届展会珩磨类展品不多,下面仅就相关展品做简要介绍:
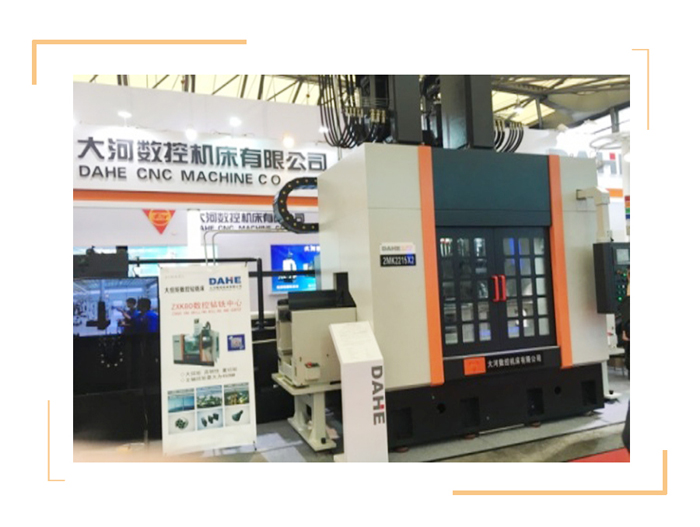
银川大河2MK2215×2双轴数控珩磨机床
该机是加工四、六缸柴油发动机体的双主轴移动式数控珩磨机床。机床整体采用模块化设计,可适用于各种汽车摩托车缸体、连杆、汽车制动鼓、缸套孔、液压阀体孔、活塞环孔以及其他类型的通孔和盲孔的精密加工,既能单机使用,又能并入自动生产线,是珩磨加工必备的理想设备。本机床运动模式原始创新,核心技术、关键元件自主研发,机床主要功能及性能、主要珩磨指标等全面超越国产同类机床,达到了进口同类产品的技术水平,是我国自主研发、制造的具有国际水准的高档数控珩磨机。

台州新潮XCHM强力型系列数控深孔珩磨机床
该机具有高精度、高效率、高性能的特点,任何加工循环所需的时间都可以通过安装在控制面板上的定时器进行预置。适于每一珩磨工作的理想主轴转速,可以通过主轴变频器进行设置。其电子刹车消除了珩磨结束时的孔壁划伤现象。珩磨结束后,通过数字控制系统自动支撑珩磨头从零件中移出,方便进行测量和更换油石。各种各样的工件都可以用调整夹具进行精确定位和固定。数字控制系统可以在触摸屏显示出油石进给速率和最适宜的切削压力、珩磨时间、往复次数、往复位置等,可自动调整往复位置,自动进行孔形修正,确保孔的精度,以实现对孔形的最佳控制。其冷却系统主要特点是进行5级过滤,即1级磁性过滤、2级网络加沉积过滤、2级滤芯过滤。

池贝(IKEGAI)HM3数控珩磨机床
HM系列数控珩磨机床是一款数控珩磨复合加工机床,满足用户希望在一台机床上实现高精度镗铣加工和珩磨精加工的需求。这样不但可以节省二次装夹的时间,大幅提高加工效率,并且可以消除工序之间的积累误差,从而实现高效率、高精度加工。经过20多年的市场应用,池贝已为本系列机床开发配备了从小直径到大直径的各种珩磨加工功能和软件。本系列机床广泛应用于RV减速机、液压泵阀和发动机行业。HM系列机床的特点有:基于NC扩展功能(U轴)的数控加工;基于刀具交换功能(ATC)的多直径珩磨精加工;基于(底孔)的镗铣加工而实现的高精度珩磨精加工;省设备、省装夹、缩短时间的生产线化;采用塞规定尺寸、气密定尺寸,多种检测的稳定控制;丰富的自动化功能、珩磨软件等。

重庆聚研JYHM4250-2-2双轴双工位立式珩磨机床
该机为双轴双工位立式珩磨机,主要技术规格是:珩孔直径φ4-50mm,冲程长度350mm,最大往复速度25m/min可调,行程控制方式为伺服方式/电液伺服,主轴电机为变频/伺服,珩磨条扩张方式为定量定压,珩磨条最小进给量0.1μm,主轴电机功率2.2kW/4kW,主轴转速范围80-1500r/min无级变速。三、珩磨加工发展趋势
未来数控珩磨机床必然向高速、高精、柔性化、功能集成化、智能化及高可靠性方向发展。除此之外,数控珩磨机床还将向网络化、驱动并联化及标准化方向发展。
珩磨机床作为复杂的生产工具,最根本的是加工工艺与主机结构布局设计,而各种新工艺、新材料、新元件、新刀具、新控制系统等也将运用在珩磨机床上,未来的珩磨机床加工精度和效率会更高,加工范围将更广泛。(张晓明 宁夏银川大河数控机床有限公司)










 豫公网安备41019702003646号
豫公网安备41019702003646号