


 手机资讯
手机资讯 官方微信
官方微信
2013年,中国的汽车产量实现了较快的增长。中国的汽车需求持续增长,更多的国外汽车厂商已经或正在将生产转移到了中国。但同时汽车产能的过剩问题一直存在,随着投资的加大,进一步加剧了国内汽车制造商的成本竞争。目前,整车装配与零部件企业之间呈现分离趋势,汽车公司也早已实行全球采购。传统的一个车型独享一系列零部件的生产方式,已不能满足当前汽车产业发展的需要。这也就推动了汽车制造商系统化配套、模块化供货,同时大批量的零件生产,也促使零件供应商要降低加工成本。
在汽车工业的零部件加工中,超硬材料刀(CBN,PCD)企业聚焦在发动机的缸盖、缸体、连杆、凸轮轴以及曲轴的加工。其中针对发动机缸盖零件的加工,对于铸铁和铝合金的材料,超硬刀具企业分别研发并推出了一系列的CBN及PCD刀具,提高零件的加工效率与刀具寿命。
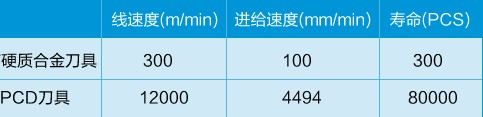
以加工铝合金缸盖火花塞的一把复合扩铰刀为例,汽车零部件的生产企业过去一直使用的是某供应商的硬质合金的刀具,零件生产过程中面临着效率不高,成本过高。后经采用PCD刀具解决方案,将加工效率提高了近40倍,寿命提高了3000%,详细参数见表1所示。得到这样的结果,客户便逐渐开始形成使用高性能刀具来通过提高加工效率,达到降低成本的理念。
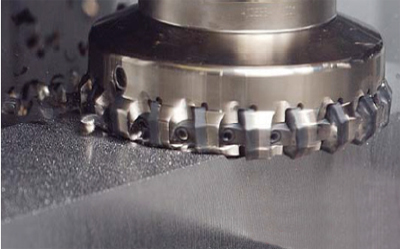
图1
在通用铣削领域里最具有经济性的双面王面铣刀(图1所示),以其刀片的双面16个切削刃,是面铣领域的“大杀器”。在铸铁发动机缸体的面铣工序中,可适用于粗铣、精铣(装修光刃刀片),最大切深可达到6mm。
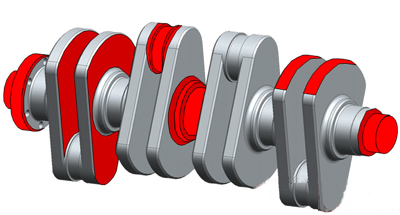
图2 曲轴
汽车的曲轴(见图2)一向都是刀具消耗量大的零件,也正因为如此,曲轴加工的刀具成本是每一个制造商严格控制的。大部分客户使用的曲轴铣刀盘都是整体式的,如果加工中出现排屑问题,刀盘很容易损伤并造成报废。而有一些技术先进的超硬刀具生产企业(例如山高刀具),除了提供曲轴加工的刀片之外,还提供各种模块化(见图3)或刀夹式的曲轴铣削刀盘。这样也就避免和保护了整个的刀盘,如果出现损伤,只需要更换相应的模块或刀夹便可。
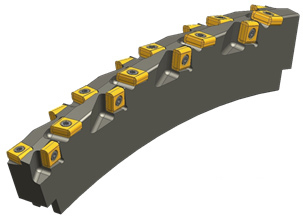
图3 模块化刀夹










 豫公网安备41019702003646号
豫公网安备41019702003646号