

 手机资讯
手机资讯 官方微信
官方微信
很多研究者,对于金刚石制品的金刚石包镶强度很重视。例如,在金刚石表面镀金属膜,以提高胎体对金刚石的包镶强度。但这种方法的效果如何,看法并不一致。有人说提高了包镶强度,有人则持相反的看法。之所以产生这种结果,主要原因是由于缺少一个另人信服的、直接的客观判断标准。作者提出以下方法供参考。
作者认为,可以用胎体工作面出露的金刚石数来判断金刚石的包镶强度,根据如下:
1 金刚石在胎体中的密度
胎体中每cm3体积由金刚石粒数(即金刚石密度ρ3)为
1000×C
ρ3= —————— (1)
0.76×d3
式中:
C ——金刚石浓度%;
0.76 ——计算系数;
d ——金刚石粒度mm。
2、胎体工作面上金刚石密度N
如果金刚石在胎体中均匀分布,则有如图1一样的分布。但是金刚石不可能是分布在一个理想平面上,而是有如图2一样的分布,在理想平面范围内上下浮动。可以在胎体工作面上看到的每cm2金刚石粒数,不是ρ2而是小于ρ2。
当一个新的胎块开始磨损时,金刚石随着胎体的不断磨损,不断出露。胎体工作面上金刚石粒数也不断增加。当金刚石数量增加到最大值N时,金刚石数就不再增加。因为这时,在新金刚石出露的同时,老金刚石也不断脱落。如果出露的与脱落的金刚石数量相等,N值就保持不变。对于金刚石分布均匀的胎体,N值应当基本上不变。所以我们可以认为胎体工作面上,每出露一颗新的金刚石,就会脱落一颗老的金刚石。
由于胎体中的金刚石密度为ρ3
则一个cm厚的胎体中有ρ层金刚石。一层金刚石的厚度H为:
10
H = —— mm (2)
ρ
式中:
H —— 一层金刚石的理论厚度。
从图上可看出,一层有ρ2颗金刚石。如沿途向每隔△Y分布一颗金刚石,则,
10/ρ 10
△Y = —— = —— mm (3)
ρ2 ρ3
这个计算的根据是,胎体表面的金刚石数,在磨损过程中是保持不变的,每出露一个金刚石就会有一颗金刚石脱落。这个假设在宏观上是可以成立的。
如果金刚石的脱落高度为h,则胎体表面上的金刚石数N应当为:
h
N= ———— (4)
△Y
3、N值与包镶强度的关系
h值越大,N值也越大。
如用包镶强度表示h值。则:
d
h= ———— (5)
β
β —— 包镶强度余数。Β值越小,包镶强度越高;相反,包镶强度越低。
将(3)(5)式代入(4)式,则
d/β d•ρ3
N=———— = ———— (6)
10/ρ3 10×β
d•ρ3
或 β= —————— (7)
10×N
式(6)(7)给出了N与β的关系。N值越大,β值越小,包镶强度越大;相反,包镶强度越低。
作者建议,用验算N值的方法,对比不同锯片(d值与ρ值相同)的β值。这就可判断你所采用的提高包镶强度的措施是否有效,及有多大的效果。
如果镀金属膜的金刚石锯片,N值高于非镀膜锯片,则说明包镶强度提高了。且β值越小,包镶强度提高得越多。
这种方法比其它方法更直接。
5、举例
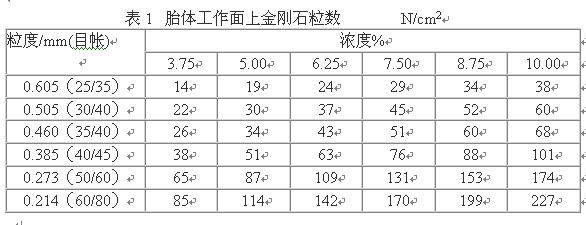
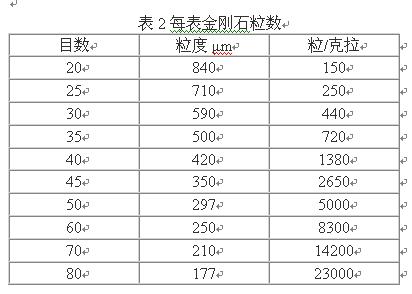
作者根据美国GE公司产品说明书中提出的一些数据(表1、2),计算它们的β值,列于表3。从表3中的β值,可以看出粒度越大,β值越小,也即包镶强度越高。









 豫公网安备41019702003646号
豫公网安备41019702003646号